а) Праверце кожны цыліндр на адсутнасць пашкоджанняў і расколін. Пры неабходнасці заменіце блок цыліндраў.
б) Выдаліце рэшткі пракладак з працоўных паверхняў блока цыліндраў.
у) Растваральнікам і мяккай шчоткай канчаткова ачысціце блок цыліндраў.
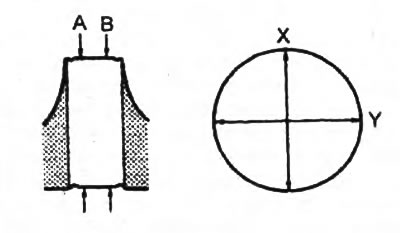
2. Праверце паверхню газавага стыку блока цыліндраў на няплоскаснасць з дапамогай прэцызійнай лінейкі і плоскага маца, як паказана на малюнку.
Увага: перашліфоўка паверхні блока цыліндраў не дапушчаецца.
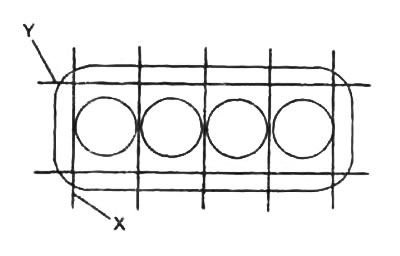
Максімальная няплоскаснасць:
- па кірунку "X" - 0,02 мм
- па кірунку "Y" - 0,05 мм
Калі няплоскаснасць перавышае азначанае значэнне, заменіце блок цыліндраў.
3. Праверце люстэрка цыліндраў на наяўнасць вертыкальных драпін. Пры магчымасці змарнуеце блок цыліндраў пад наступны рамонтны памер. Калі маюцца глыбокія драпіны, то заменіце блок цыліндраў.
4. Пры неабходнасці выдаліце прыступку зносу ў парасон прыпынку верхняга компрессіонные кольцы ў ВМТ.
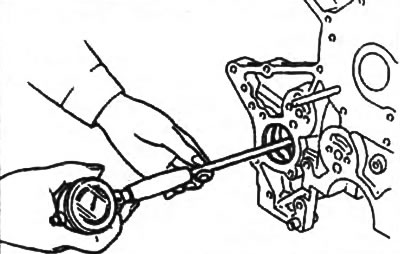
5. Індыкатарам-нутрамерам вымерайце дыяметр цыліндра, як паказана на малюнку.
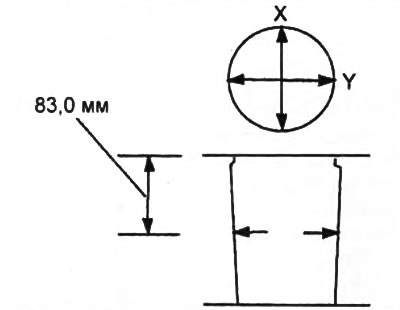
Дыяметр цыліндру:
намінальны - 93, 000 - 93,022 мм
рамонтны памер:
- (0,25) - 23,250-93,272 мм
- (0,50) - 93,500-93,522 мм
Максімальная велічыня зносу - 0,15 мм
Калі дыяметр больш максімальнага, змарнуеце ўсе цыліндры пад рамонтны памер або заменіце блок цыліндраў.
6. Праверце перапускны болт алейнай фарсункі.
а) Падайце ціск на перепускной ніт алейнай фарсункі са боку "А".
- Ціск - 138-196 кПа
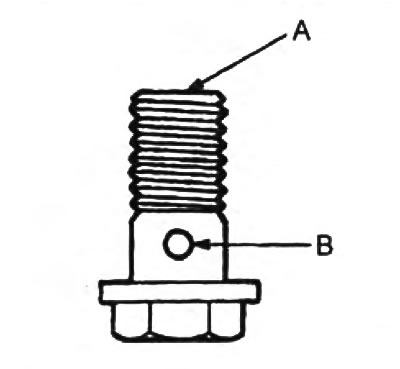
б) Пераканайцеся, што паветра выходзіць з боку заменіце "У". У адваротным выпадку перепускной ніт.
7. Праверце велічыню восевага зазору шатун падшыпніка.
Увага: перад вымярэннем зазору, усталюеце вечка ніжняй галоўкі шатуна.
Восевы зазор:
- намінальны - 0,110-0,260 мм
- максімальны - 0,35 мм

Калі восевы зазор больш максімальнага, заменіце шатун у зборы.
Пры неабходнасці заменіце каленчаты вал.
8. Зніміце вечка ніжняй галоўкі шатуна і праверце радыяльны зазор шатун падшыпніка.
а) Адкруціце два ніта мацавання вечка ніжняй галоўкі шатуна.

б) Выкарыстоўваючы малаток з пластыкавым байком, злёгку пастукаеце па шатунных нітах і зніміце ніжняе вечка шатуна, калыхаючы яе з боку ў бок.
Заўвага: ніжні ўкладыш павінен застацца ў вечку ніжняй галоўкі шатуна!
у) Ачысціце шатуневыя шыйку і ўкладышы.
г) Праверце паверхні шатун шыйкі і ўкладыша на адсутнасць кропкавай карозіі і драпін.
Пры наяўнасці рысак і задиров заменіце ўкладышы. Пры неабходнасці перашліфуйце шыйкі або заменіце каленчаты вал.
д) Усталюйце пластыкавы калібр для вымярэння зазор у падшыпніках, як паказана на малюнку.
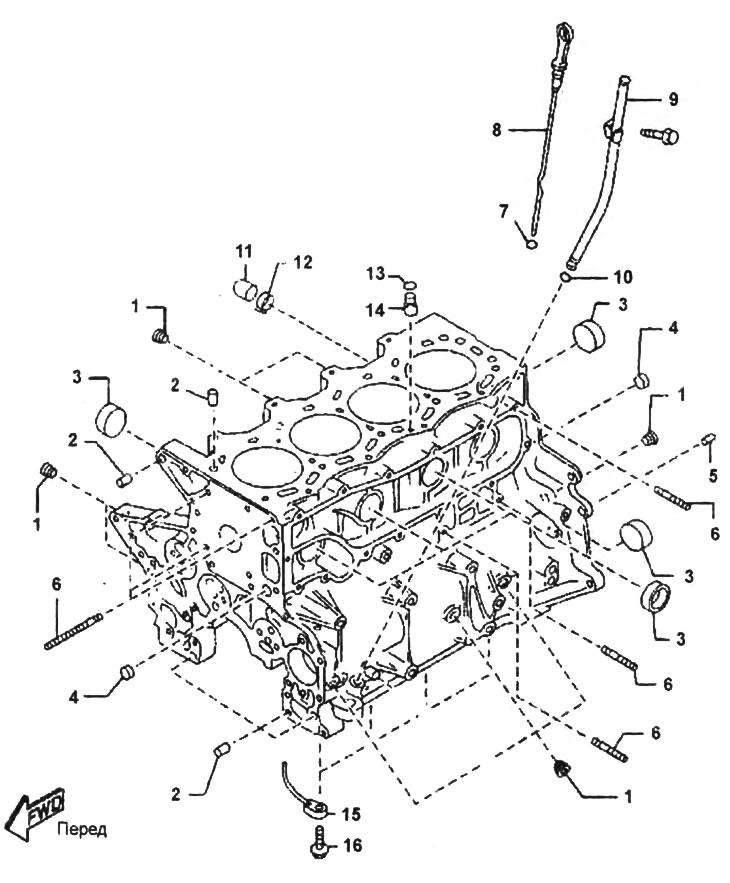
Блок цыліндраў.
1 - разьбовая заглушка пад шасцікантовік,
2 - полы штыфт,
3 - ушчыльняльная заглушка,
4 - заглушка,
5 - усталявальны штыфт,
6 - шпілька,
7, 10, 13 - ушчыльняльнае кольца,
8 - алейны мац,
9 - накіроўвалая трубка алейнага маца,
11 - вечка,
12 - хамут,
14 - клапан,
15 - алейная фарсунка,
16 - перепускной ніт.

е) Усталюеце вечка ніжняй галоўкі шатуна і зацягніце ніты мацавання.
ж) Зніміце вечка ніжняй галоўкі шатуна.
з) Вымерайце шырыню сплясканага пластыкавага калібра ў найболей шырокай частцы і вызначыце велічыню зазору шатун падшыпніка.
- Намінальны зазор - 0,025 - 0,052 мм
- Максімальны зазор - 0,08 мм
Таўшчыня ўкладышаў
шатунных падшыпнікаў:
- намінальны памер - 1,507 - 1,516 мм
рамонтны памер:
- (0,25) - 1,624-1,634 мм
- (0,50) - 1,749-1,759 мм
- (0,75) - 1,874-1,884 мм
Калі восевы зазор больш максімальнага, заменіце шатунныя падшыпнікі або прашліфуйце шатунную шыйку каленчатага вала і ўсталюеце шатунныя падшыпнікі рамонтнага памеру.
і) Выдаліце рэшткі пластыкавага калібра з працоўных паверхняў шыйкі і ўкладыша.
9. Праверце балансірныя валы.
а) Усталюеце балансірныя валы і зацягніце ніты мацавання ўпартай пласціны.
- Момант зацяжкі - 8-11 Нм
б) Вымерайце восевы зазор балансірных валаў.
- Намінальны зазор - 0,04-0,16 мм
Пры неабходнасці, заменіце ўпартую шайбу або ўпартую пласціну. Калі зазор усё яшчэ не ляжыць ва ўсталяваных межах, заменіце балансірны вал ці блок цыліндраў,
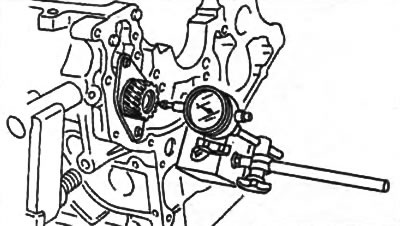
у) Вымерайце шыйкі балансірных валаў у дзвюх узаемна перпендыкулярных плоскасцях па напрамках "X" і "Y", як паказана на малюнку.
Намінальны дыяметр:
- шыйка №1 41,945 - 41960 мм
- шыйка N92 - 30,450 - 39,960 мм
- шыйка №3 - 37,975 - 37,990 мм
Пры неабходнасці, заменіце балансірны вал.
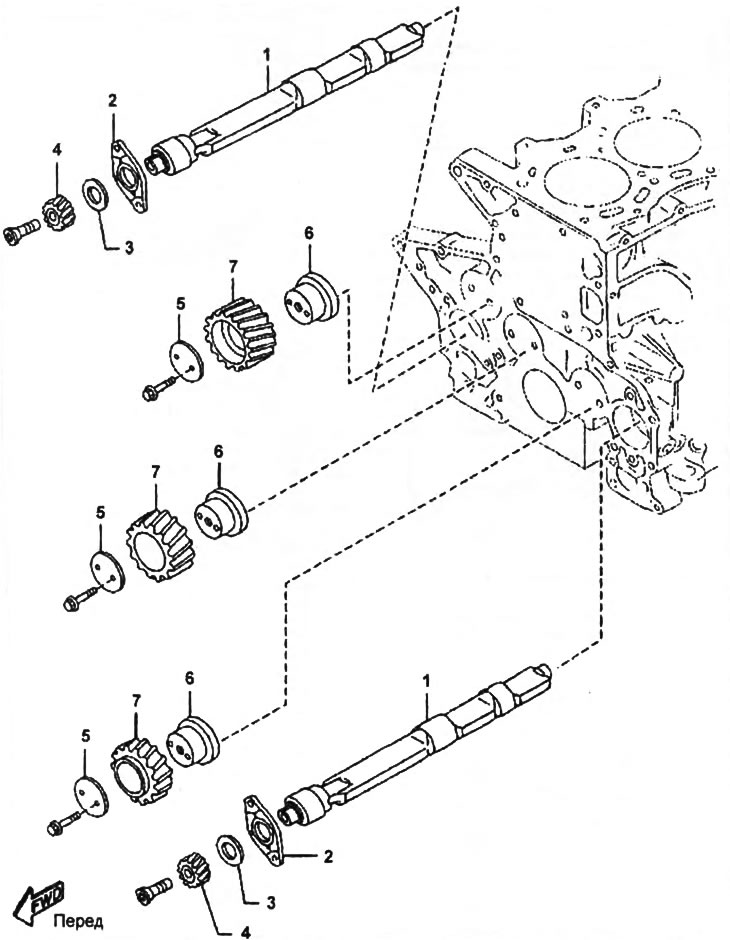
Балансірныя валы.
1 - балансірны вал,
2 - упартая пласціна (P/N - WL84-22-704),
3 - упартая шайба (P/N - WL84-11-797),
4 - шасцярня балансірнага вала,
5 - упартая пласціна,
6 - ступіца прамежкавай шасцярні,
7 - прамежкавая шасцярня.
г) Нутрамерам вымерайце ўнутраны дыяметр адтуліны пад балансірны вал у блоку цыліндраў.
д) Вылічыце зазор "балансірны вал - адтуліна пад балансірны вал". Калі зазор больш дапушчальнага, заменіце балансірны вал ці блок цыліндраў.
Намінальны зазор:
- 1 і 3 шыйкі - 0,050 - 0,115 мм
- 2 шыйка - 0,080 - 0,145 мм
10. Зніміце поршань і шатун у зборы.
а) Выдаліце нагар з верхняй часткі цыліндру.
б) Выміце поршань у зборы з шатуном і верхнім укладышам падшыпніка.
Заўвага: захоўвайце поршні ў зборы з шатунамі, укладышы і вечкі камплектамі, каб не пераблытаць іх пры ўстаноўцы.
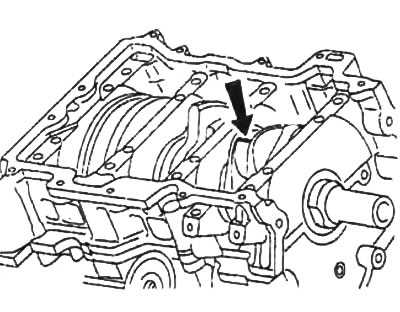
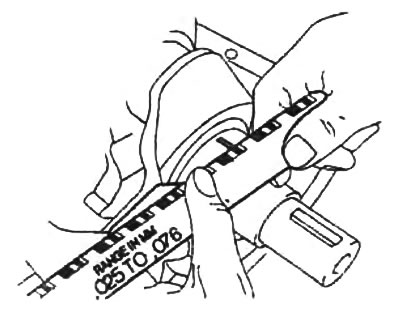
11. Індыкатарам вымерайце восевы зазор каленчатага вала, перамяшчаючы апошні "назад - наперад" з дапамогай адвёрткі.
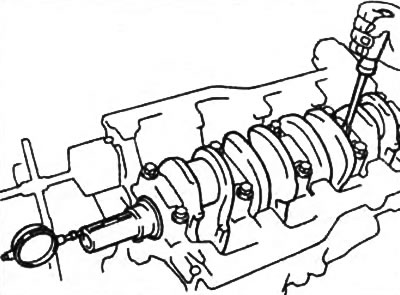
Восевы зазор:
- намінальны - 0,040 - 0,282 мм
- максімальны - 0,30 мм
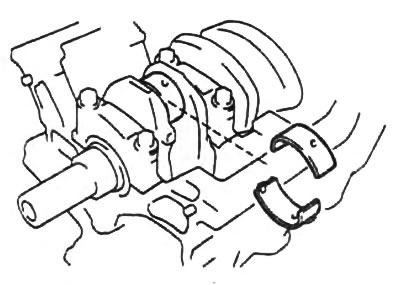
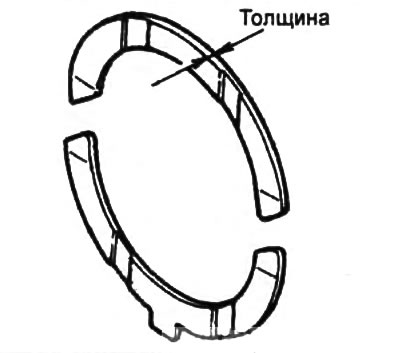
Калі восевы зазор больш максімальнага, заменіце ўпартыя паўкола і/або каленчаты вал.
Таўшчыня ўпартых паўкола:
- намінальны памер - 0,450 - 2,550 мм
- рамонтны памер (0,35) - 2,530 - 2,680 мм
12. Зніміце вечкі карэнных падшыпнікаў і праверце радыяльныя алейныя зазоры.
а) Зніміце вечкі карэнных падшыпнікаў (гл. падраздзел "Разборка").
Заўвага:
- Здымайце вечка карэнных падшыпніка, павольна калыхаючы яе з боку ў бок, каб не пашкодзіць спалучаныя паверхні вечка падшыпніка і блока цыліндраў.
- Захоўвайце вечкі карэнных падшыпнікаў разам з ніжнімі ўкладышамі, каб не пераблытаць іх пры ўсталёўцы.
б) Падніміце каленчаты вал.
у) Ачысціце кожную карэнную шыйку і ўкладышы.
г) Праверце паверхню кожнай карэннай шыйкі і ўкладышаў на адсутнасць кропкавай карозіі і драпін. Калі шыйка або ўкладыш пашкоджаны, заменіце ўкладышы. Пры неабходнасці перашліфуйце або заменіце каленчаты вал.
д) Усталюеце верхнія ўкладышы карэнных падшыпнікаў каленчатага вала і абкладзеце каленчаты вал у блок цыліндраў.
е) Пакладзеце пластыкавы калібр для вымярэння зазор у падшыпніках слізгацення на кожную карэнную шыйку.

ж) Усталюеце вечкі карэнных падшыпнікаў.
з) Вырабіце пласт маторнага алею на разьбярства і пад галоўкі нітаў мацавання вечкаў карэнных падшыпнікаў і зацягніце ніты (гл. падраздзел "Зборка").
і) Зніміце вечкі карэнных падшыпнікаў (гл. падраздзел "Разборка").
да) Вымерайце максімальную шырыню сплясканага пластыкавага калібра, вызначыўшы па ёй велічыню радыяльнага алейнага зазору.
Намінальны зазор:
- шыйкі № 1, 2, 4, 1 - 0,021 - 0,041 мм
- шыйка №3 - 0,044 - 0,062 мм
Максімальны зазор - 0.08 мм
Таўшчыня ўкладышаў карэнных падшыпнікаў:
- Намінальны памер - 2,006-2,021 мм
Рамонтны памер:
- (0,25) - 2,124 - 2,134 мм
- (0,50) - 2,249 - 2,259 мм
- (0,75) - 2,314 - 2,364 мм
Калі алейны зазор больш максімальнага, заменіце падшыпнікі. Пры неабходнасці перашліфуйце або заменіце каленчаты вал.
л) У выпадку, калі велічыня зазору перавышае лімітавае значэнне, нават калі карэнны падшыпнік заменены, адрамантуйце каленчаты вал шляхам шліфавання і выкарыстайце падшыпнікі рамонтнага памеру.
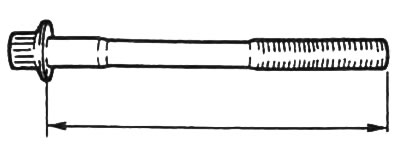
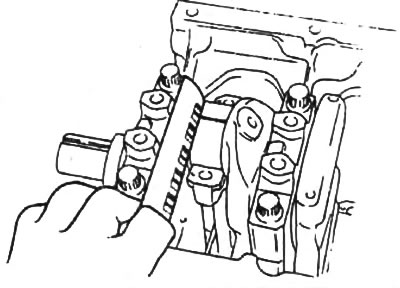
13. Праверце даўжыню кожнага ніта мацавання накрывак карэнных і шатун падшыпнікаў. Пры перавышэнні максімальнага значэння, заменіце ніт.
Ніты крышкі карэннага падшыпніка:
- нармальная даўжыня - 84,1 - 81,3 мм
- максімальная даўжыня - 86,0 мм
Ніты вечка шатун падшыпніка:
- нармальная даўжыня - 55,45 - 56,05 мм
- максімальная даўжыня - 16,11 мм