
2. Ачысціце галоўку блока цыліндраў.
а) Ачысціце паверхню галоўкі блока цыліндраў ад рэштак пракладкі.
Заўвага: будзьце асцярожныя, каб не пашкодзіць паверхню.
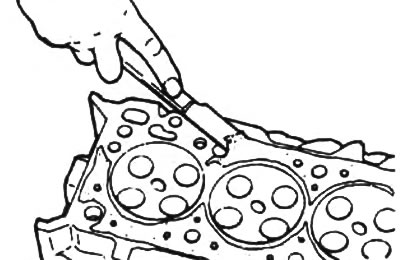
б) Ачысціце паверхні камер згарання галоўкі блока цыліндраў металічнай шчоткай, выдаліўшы рэшткі вугляродных адкладаў.
у) Ачысціце паверхню галоўкі блока цыліндраў, спалучаную з паверхняй блока цыліндраў, выкарыстоўваючы мяккую шчотку і растваральнік.
3. Выкарыстоўваючы пранікальны фарбавальнік, праверце наяўнасць расколін у камерах згарання, впускных і выпускных каналах і на паверхні газавага стыку. Пры наяўнасці расколін заменіце галоўку блока цыліндраў.
4. Праверце пасадку клапанаў. Пры неабходнасці заменіце іх.
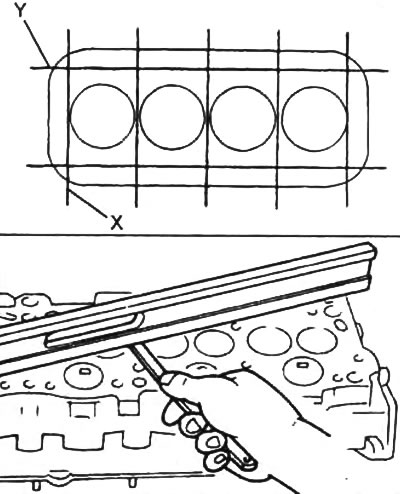
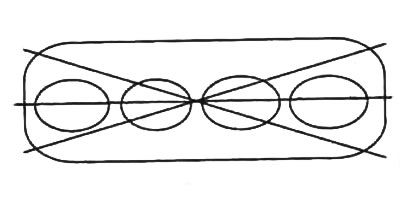
5. Праверце галоўку блока цыліндраў. Прэцызійнай лінейкай і плоскім мацам, як паказана на малюнку, праверце няплоскаснасць працоўных паверхняў галоўкі блока цыліндраў, спалучаных з паверхняй блока цыліндраў, впускнога і выпускнога калектара.
Увага: асцярожна маніпулюйце галоўкай блока цыліндраў, імкнучыся не пашкодзіць яе ніжнюю паверхню.
Максімальна дапушчальная няплоскаснасць паверхні, спалучанай з паверхняй блока цыліндраў:
- па кірунку "X" - 0,02 м/м
- па кірунку "Y" - 0,05 м/м
Максімальна дапушчальная няплоскаснасць паверхні, спалучанай з паверхнямі впускнога і выпускнога калектара - 0,05 мм
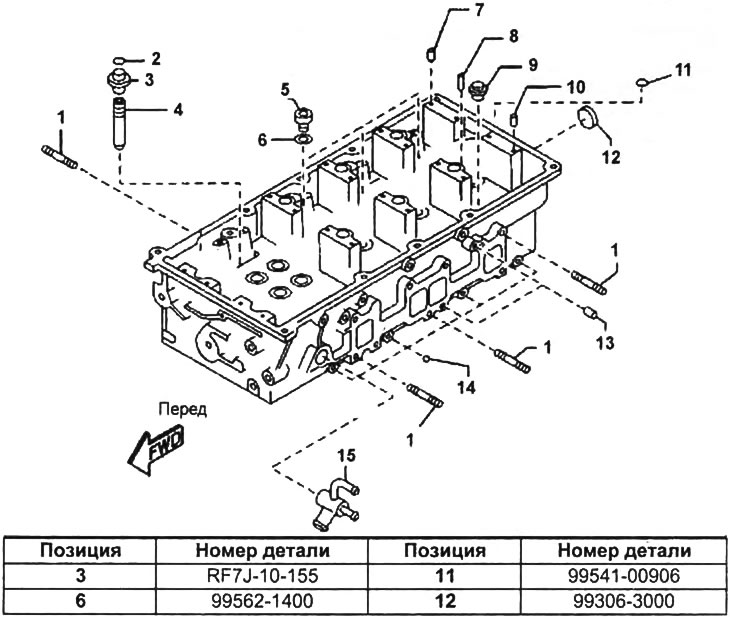
Галоўка блока цыліндраў.
1 - шпілька,
2 - стопорное кольца,
3 - маслосъемный каўпачок,
4 - накіроўвалая ўтулка клапана,
5 - клапан,
6 - пракладка,
7, 8, 10 - штыфт,
9 - разьбовая заглушка,
11 - ушчыльняльнае кольца,
12 - ушчыльняльная заглушка,
13 - заглушка,
14 - сталёвы шарык,
15 - патрубак сістэмы астуджэння.
Калі велічыня няплоскаснасць перавышае максімальна дапушчальнае значэнне, заменіце галоўку блока цыліндраў або прашліфуйце яе.
- Велічыня шліфавання - 0,15 мм
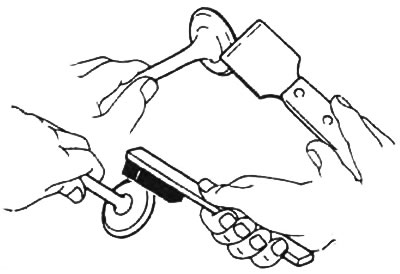
6. Ачысціце клапаны.
а) Шаберам зніміце налёт вугляродзістай адкладаў з талеркі клапана.
б) Шчоткай канчаткова ачысціце клапан.
7. Праверце і прытрыце клапана.
а) Праверце таўшчыню цыліндрычнай часткі талеркі клапана.
Таўшчыня талеркі клапана:
- ўпуск - 1,55 - 1,85 мм
- выпуск - 1,80 - 2,10 мм
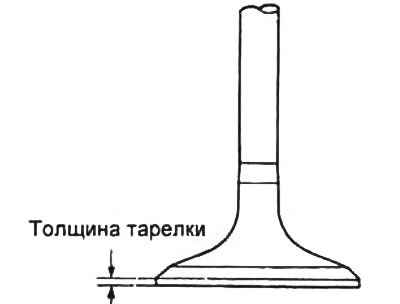
Калі таўшчыня цыліндрычнай часткі талеркі клапана менш за азначаную велічыню, то заменіце клапан.
б) Праверце агульную даўжыню клапана.
Намінальная даўжыня:
- ўпуск - 111,65 -112,25 мм
- выпуск - 111,6 - 112,2 мм
Мінімальная даўжыня:
- ўпуск - 111,50 мм
- выпуск - 111,44 мм

Калі агульная даўжыня менш за мінімальную, заменіце клапан.
у) Праверце стан кантавой паверхні клапанаў на адсутнасць зносу.
Калі тарэц клапана зношаны, перашліфуйце тарэц або заменіце клапан.
г) Нутрамерам вымерайце ўнутраны дыяметр накіроўвалых утулак клапанаў у трох узроўнях і двух плоскасцях.
- Намінальны дыяметр - 6,025 - 6,045 мм
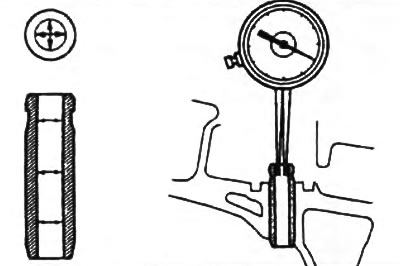
Пры неабходнасці, заменіце накіроўвалую ўтулку клапана,
д) Мікраметрам вымерайце дыяметр стрыжня клапана ў трох узроўнях і двух плоскасцях.
Намінальны дыяметр:
- ўпуск 5,970 - 5,985 мм
- выпуск - 5,965 - 5, 980 мм
Мінімальны дыяметр:
- ўпуск - 5,920 мм
- выпуск - 5,915 мм
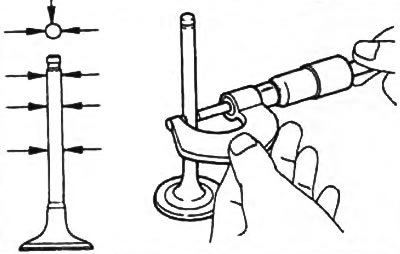
Пры неабходнасці, заменіце клапан.
8. Праверце паверхню запорнай фаскі клапана на наяўнасць пашкоджанняў. Пры неабходнасці для атрымання зададзенага профіля выкарыстоўвайце насадную фрэзу для сядла клапана або прыстасаванне для прыціркі клапанаў.
- Вырабіце тонкі пласт бяліў на сядло клапана. Прыцісніце працоўную фаску клапана да сядла, але не круціце клапан. Затым прыбярыце клапан і агледзіце сядло і фаску клапана.
- Калі фарба застаецца па ўсёй акружнасці (360°) фаскі клапана, то клапан канцэнтрычны. У адваротным выпадку заменіце клапан.
- Калі фарба праяўляецца па ўсёй акружнасці (360°) сядла клапана, накіроўвалая ўтулка клапана і сядло клапана канцэнтрычныя. У адваротным выпадку перашліфуйце фаску.
- Пераканайцеся, што пляма кантакту знаходзіцца ў сярэдняй частцы працоўнай фаскі клапана і мае звычайную шырыню.
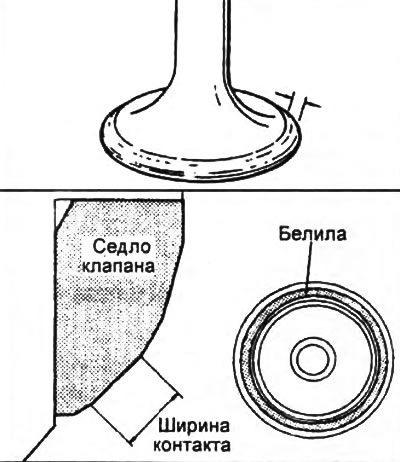
- Нармальная шырыня плямы кантакту - 13 - 1,9 мм
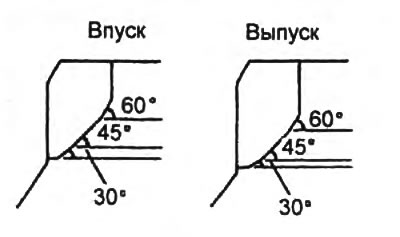
У адваротным выпадку скарэктуйце фаску наступным чынам:
- Калі пляма кантакту размешчана занадта высока на фаску клапана, то для перашліфоўкі сядла выкарыстайце фрэзы з кутом 60°і 45°.
- Калі пляма кантакту размешчана занізка на фаску клапана, то для перашліфоўкі сядла выкарыстайце фрэзы з кутом 30°і 45°.
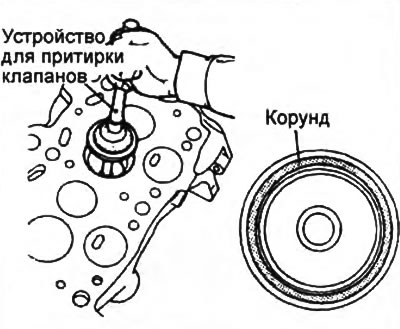
9. Прытрыце клапан. Каб прыцерці клапан вырабіце на паверхню сядла тонкі пласт маторнага алею, змяшанага з невялікай колькасцю корунда, а затым, лёгка пастукваючы, круціце клапан. Пасля прыціркі ачысціце клапан і сядло клапана.
Увага:
- Пры прыцірцы клапана будзьце ўважлівыя і асцярожныя, каб корунд не прыліп да стрыжня клапана.
- Палажэнне кантакту клапана адносна сядла клапана павінна быць у цэнтры акружнасці, а шырыня кантакту павінна мець стандартныя пазначэнні.
10. Праверце становішча талеркі клапана адносна плоскасці галоўкі блока цыліндраў.
Намінальны зазор:
- ўпуск - 0,79 - 1,27 мм
- выпуск - 0,84 - 1,32 мм
Максімальны зазор:
- ўпуск - 1,68 мм
- выпуск - 1,73 мм
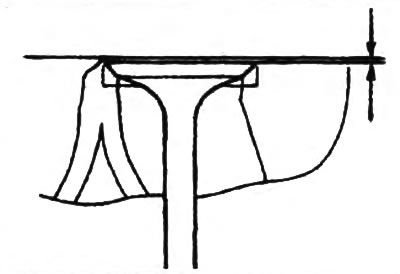
Калі зазор больш максімальнага, заменіце галоўку блока цыліндраў.
11. Праверце спружыны клапанаў.
а) Выкарыстоўваючы металічны кутнік (90°), праверце неперпендыкулярнасць спружыны.
- Максімальна дапушчальная неперпендыкулярнасць - 1,60 мм (2°)
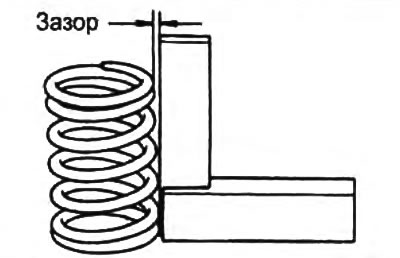
Калі адхіленне ад перпендыкулярнасці выходзіць за дапушчальныя межы, заменіце спружыну,
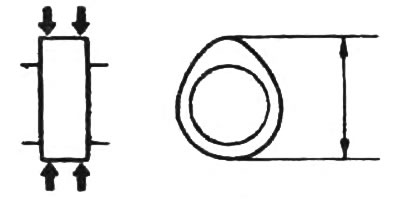
б) Тэстарам для праверкі спружын вымерайце высілак, неабходнае для сціску спружыны да ўсталявальнай даўжыні 39,0 мм.
- Высілак - 172,9 - 195,6 Н
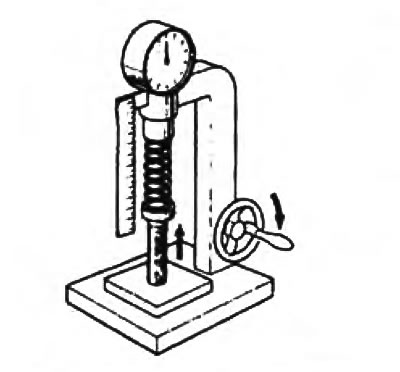
Калі намаганне выходзіць за названыя межы, заменіце спружыну клапана.
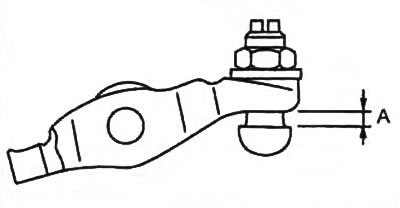
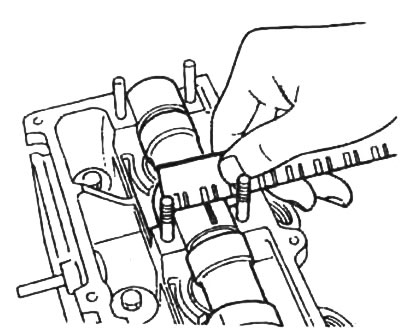
12. Праверце зазор паміж рэгулявальнай шрубай і рокерам, як паказана на малюнку. Калі зазор не адпавядае намінальнаму, адрэгулюйце яго.
- Намінальны зазор "А" - 0 - 4 мм
13. Праверце размеркавальны вал і падшыпнікі.
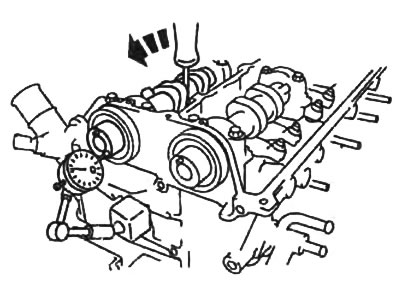
А. Праверце размеркавальны вал на адсутнасць выгібу,
а) Абкладзеце размеркавальны вал на прызмы.
б) Стралачным індыкатарам праверце біццё размеркавальнага вала адносна сярэдняй шыйкі.
- Максімальнае біццё - 0,03 мм
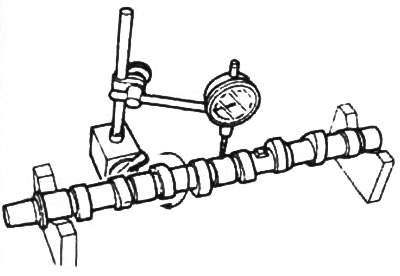
Калі біццё перавышае дапушчальнае значэнне, заменіце размеркавальны вал.
Б. Вымерайце вышыню кулачка размеркавальнага вала.
Намінальная вышыня:
- ўпуск - 42,067 - 42,167 мм
- выпуск - 41,949 - 42, 049 мм
Мінімальная вышыня:
- ўпуск - 41,717 мм
- выпуск - 41,599 мм
Калі вышыня кулачкоў менш за мінімальную, заменіце размеркавальны вал.
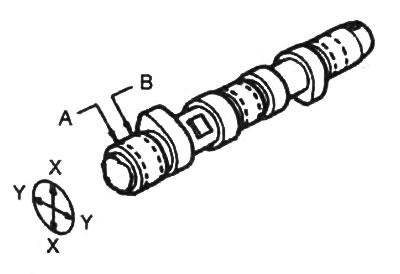
В. Вымерайце дыяметр апорных шыек размеркавальнага вала ў месцах, паказаных на малюнку. Калі дыяметр меншы за мінімальны, заменіце размеркавальны вал.
Намінальны дыяметр:
- шыйка №1 - 31,940 - 31,965 мм
- шыйкі N92 - №4 - 25,910 - 25,935 мм
- шыйка №5 - 25,940 - 25,965 мм
Мінімальны дыяметр:
- шыйка №1 - 31,890 мм
- шыйкі №2 - №4 - 25,860 мм
- шыйка №5 - 25,890 мм
Г. Праверце радыяльны алейны зазор у падшыпніках размеркавальнага вала.
а) Ачысціце размеркавальны вал і пасцелі галоўкі блока цыліндраў.
б) Пакладзяце пластыкавы калібр на кожную апорную шыйку размеркавальнага вала.

у) Усталюеце вечкі падшыпнікаў размеркавальнага вала (гл. раздзел "Рухавік. Механічная частка").
- Момант зацяжкі - 8-10 Нм
г) Зніміце вечкі падшыпнікаў размеркавальнага вала (гл. раздзел "Рухавік. Механічная частка").
д) Вымераўшы шырыню калібра, вызначыце зазор
Намінальны зазор:
- шыйка №1 - 0,035 - 0,081 мм
- шыйкі №2 - №4 - 0,065 - 0,111 мм
- шыйка №5 - 0,056 - 0,081 мм
Максімальны зазор:
- шыйка N91 - 0,12 мм
- шыйкі №2 - №4 - 0,15 мм
- шыйка №5 - 0,16 мм
Калі зазор перавышае паказаны мяжа, заменіце галоўку блока цыліндраў і размеркавальны вал.
Д. Праверце восевы зазор размеркавальнага вала. Для гэтага ўсталюеце размеркавальны вал. Індыкатарам вымерайце восевы зазор пры перасоўванні размеркавальнага вала назад і наперад.
Восевы зазор:
- намінальны - 0,03 - 0,16мм
- максімальны - 0,20 мм
Калі восевы зазор больш максімальнага, заменіце размеркавальны вал ці галоўку блока цыліндраў.