
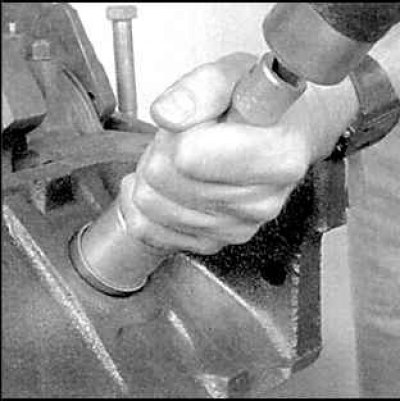
1. Поверніть заглушки в отворах, вдаривши тупим стрижнем по бічній частині кожної заглушки.
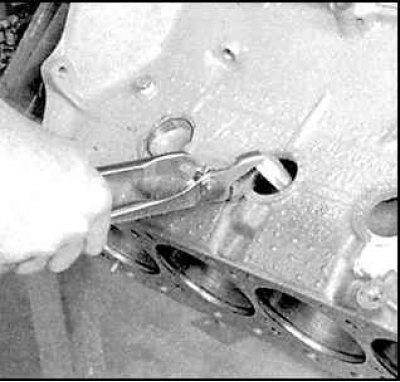
2. Вийміть пластикові заглушки з блоку.
3. За допомогою пластикового скребка зчистіть всі сліди герметика зі стикуючої поверхні блоку циліндрів.
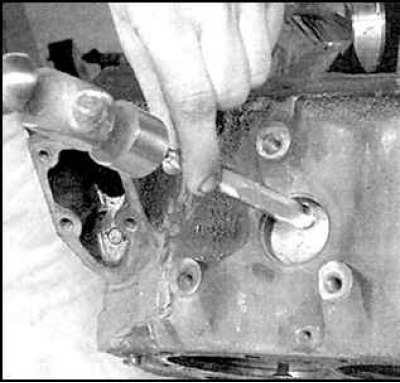
4. Викрутіть або висвердліть заглушки масляних каналів із блоку циліндрів. Використовуйте нові заглушки під час збирання.
5. Якщо блок занадто брудний, його необхідно почистити у спеціалізованій майстерні.
6. Очистіть та промийте масляні отвори та канали теплою водою. Просушіть отвори та канали, продувши їх стисненим повітрям. Змастіть блок антикорозійною олією.
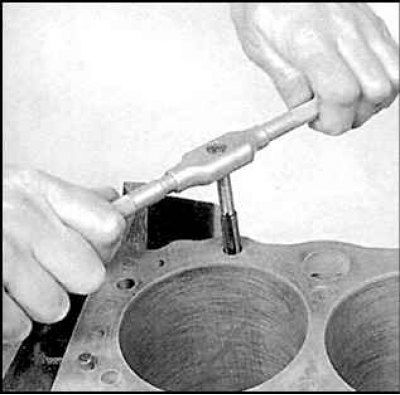
7. Почистіть різьблення отворів у блоці за допомогою мітчиків необхідного розміру. Почистіть болти головки циліндрів та болти корінних підшипників.
8. Встановіть кришки корінних підшипників і вкрутіть болти.
9. За допомогою спеціального інструменту вбийте нові, змащені герметиком, заглушки в отвори блоку.
10. Нанесіть герметик на заглушки масляних каналів і вкрутіть їх у блок.
11. Огляньте блок на наявність тріщин і слідів корозії чи іржі. Огляньте різьблення отворів блоку. При виявленні дефектів, блок необхідно по можливості відремонтувати або замінити.
12. Огляньте циліндри.
13. Перевірте циліндри на конусність та овальність.
14. Виміряйте діаметр кожного циліндра у верхній середній і нижній його частинах, паралельно осі колінчастого валу.
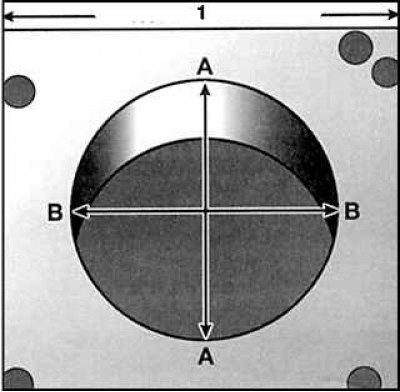
15. Виміряйте діаметр кожного з циліндрів перпендикулярно центральній лінії (А) і паралельно центральній лінії (В) (1 – центральна лінія двигуна)
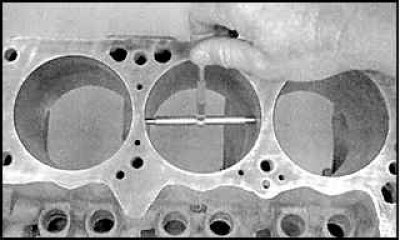
16. Виміряйте діаметр циліндра за допомогою телескопічного вимірювача.
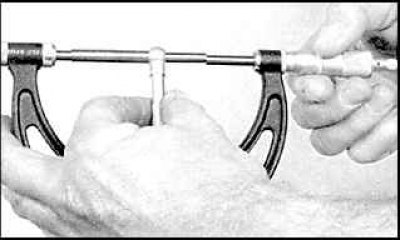
17. Виміряйте довжину телескопічного вимірювача за допомогою мікрометра.
18. Виміряйте діаметр кожного циліндра у верхній середній та нижній його частинах, перпендикулярно осі колінчастого валу.
19. Конусність циліндра обчислюється як різниця між верхнім та нижнім діаметрами. Овальність – як різниця між паралельними та перпендикулярними вимірами.
20. Якщо отримані результати не збігаються з технічними вимогами (підрозділ 3.5.2.), циліндри необхідно обробити у спеціалізованій майстерні.

21. За допомогою лінійки та щупів перевірте, чи не деформована поверхня блоку, що стикується з головкою.
22. Перевірте знос поршнів і циліндрів за допомогою щупів. При знаходженні зносу або пошкоджень під час огляду блоку зверніться до фахівців.