
2. Очистіть головку блоку циліндрів.
а) Очистіть поверхню головки блоку циліндрів від залишків прокладки.
Будьте обережні, щоб не пошкодити поверхню.
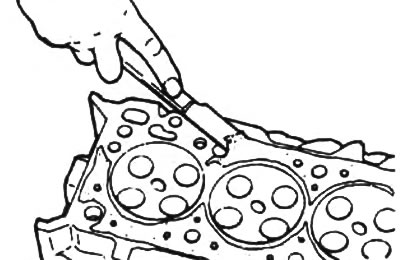
б) Очистіть поверхні камер згоряння головки блоку циліндрів металевою щіткою, видаливши залишки вуглецевих відкладень.
в) Очистіть поверхню головки блоку циліндрів, що сполучається з поверхнею блоку циліндрів, використовуючи м'яку щітку та розчинник.
3. Використовуючи проникаючий барвник, перевірте наявність тріщин у камерах згоряння, впускних та випускних каналах та на поверхні газового стику. За наявності тріщин замініть головку блоку циліндрів.
4. Перевірте посадку клапанів. За потреби замініть їх.
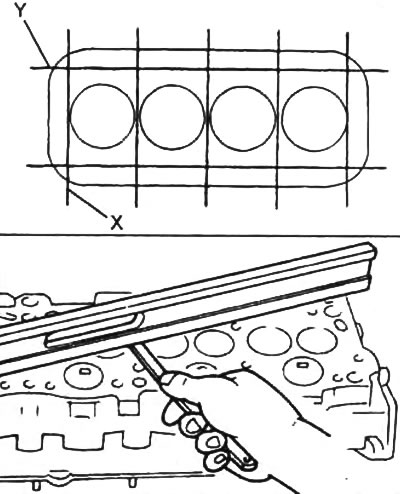
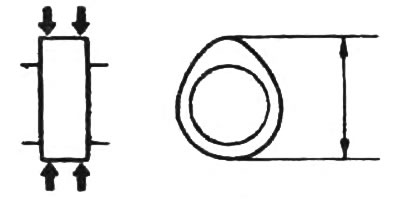
5. Перевірте головку блоку циліндрів. Прецизійною лінійкою та плоским щупом, як показано на малюнку, перевірте неполощинність робочих поверхонь головки блоку циліндрів, що сполучаються з поверхнею блоку циліндрів, впускного та випускного колектора.
Увага: обережно маніпулюйте головкою блоку циліндрів, намагаючись не пошкодити нижню поверхню.
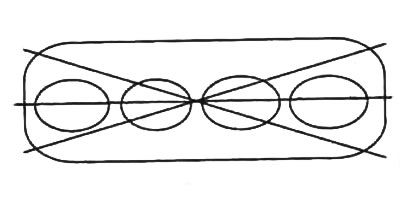
Максимально допустима неплощинність поверхні, що сполучається з поверхнею блоку циліндрів:
- у напрямку "X" - 0,02 м/м
- у напрямку "Y" - 0,05 м/м
Максимально допустима неплощинність поверхні, що сполучається з поверхнями впускного та випускного колектора - 0,05 мм
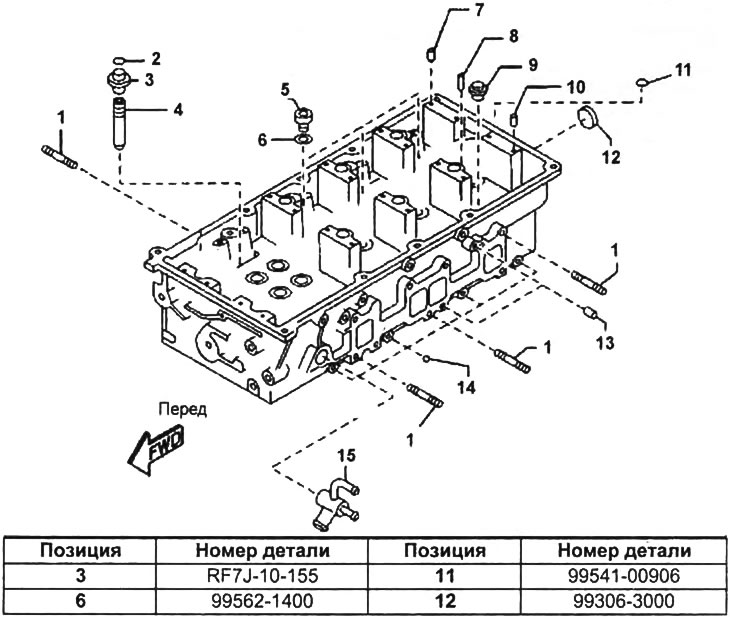
Головка блоку циліндрів.
1 - шпилька,
2 - стопорне кільце,
3 - маслознімний ковпачок,
4 - напрямна втулка клапана
5 - клапан,
6 - прокладка,
7, 8, 10 - штифт,
9 - різьбова заглушка,
11 - кільце ущільнювача,
12 - ущільнювальна заглушка,
13 - заглушка,
14 - сталева кулька,
15 – патрубок системи охолодження.
Якщо величина неплощинності перевищує максимально допустиме значення, замініть головку блоку циліндрів або прошліфуйте її.
- Величина шліфування – 0,15 мм
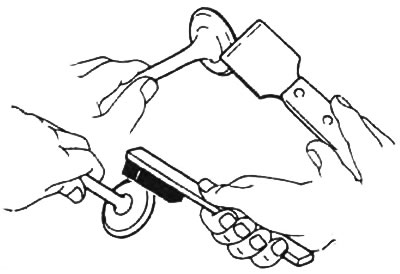
6. Очистіть клапани.
а) Шабером зніміть наліт вуглецевих відкладень із тарілки клапана.
б) Щіткою остаточно очистіть клапан.
7. Перевірте та притріть клапан.
а) Перевірте товщину циліндричної частини тарілки клапана.
Товщина тарілки клапана:
- впуск - 1,55 - 1,85 мм
- випуск - 1,80 - 2,10 мм
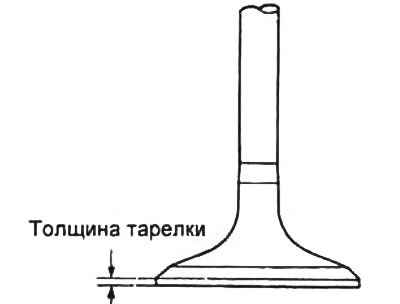
Якщо товщина циліндричної частини тарілки клапана менша за вказану величину, то замініть клапан.
б) Перевірте загальну довжину клапана.
Номінальна довжина:
- впуск - 111,65 -112,25 мм
- випуск - 111,6 - 112,2 мм
Мінімальна довжина:
- впуск - 111,50 мм
- випуск - 111,44 мм

Якщо загальна довжина менша за мінімальну, замініть клапан.
в) Перевірте стан торцевої поверхні клапанів відсутність зносу.
Якщо торець клапана зношений, перешліфуйте торець або замініть клапан.
г) Нутроміром виміряйте внутрішній діаметр напрямних втулок клапанів у трьох рівнях та двох площинах.
- Номінальний діаметр - 6,025 - 6,045 мм
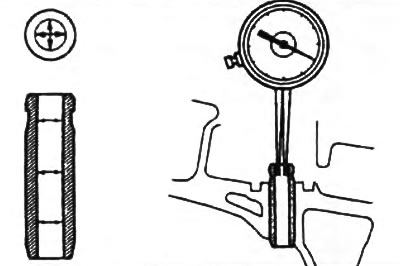
При необхідності замініть напрямну втулку клапана,
д) Мікрометром виміряйте діаметр стрижня клапана у трьох рівнях та двох площинах.
Номінальний діаметр:
- впуск 5,970 - 5,985 мм
- випуск - 5,965 - 5, 980 мм
Мінімальний діаметр:
- впуск - 5,920 мм
- випуск - 5,915 мм
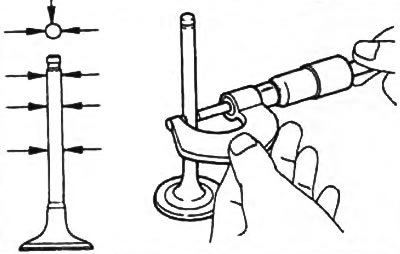
За необхідності замініть клапан.
8. Перевірте поверхню запірної фаски клапана на наявність пошкоджень. За потреби для отримання заданого профілю використовуйте насадну фрезу для сідла клапана або пристрій для притирання клапанів.
- Нанесіть тонкий шар білил на сідло клапана. Притисніть робочу фаску клапана до сідла, але не обертайте клапан. Потім приберіть клапан і огляньте сідло та фаску клапана.
- Якщо фарба залишається по всьому колу (360°) фаски клапана, то клапан концентричний. Інакше замініть клапан.
- Якщо фарба проявляється по всьому колу (360°) сідла клапана, напрямна втулка клапана та сідло клапана концентричні. В іншому випадку перешліфуйте фаску.
- Переконайтеся, що контактна пляма знаходиться в середній частині робочої фаски клапана і має нормальну ширину.
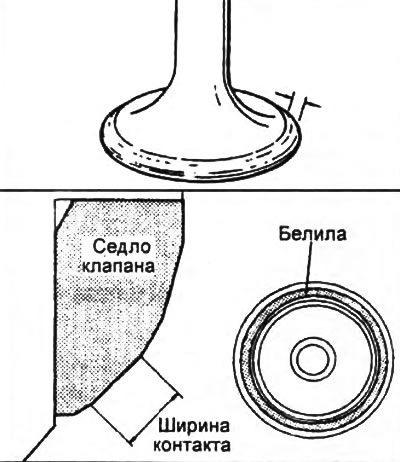
- Нормальна ширина плями контакту - 13 - 1,9 мм
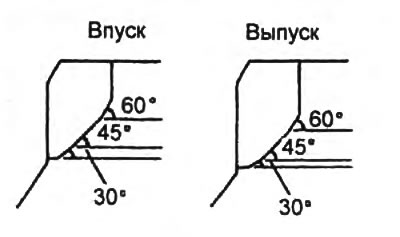
В іншому випадку скоригуйте фаску таким чином:
- Якщо пляма контакту розташована надто високо на фасці клапана, то для перешліфування сідла використовуйте фрези з кутом 60°та 45°.
- Якщо пляма контакту розташована надто низько на фасці клапана, то для перешліфування сідла використовуйте фрези з кутом 30°та 45°.
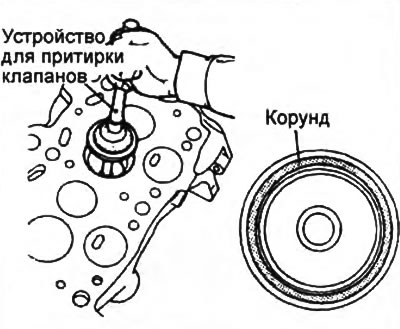
9. Притріть клапан. Щоб притерти клапан, нанесіть на поверхню сідла тонкий шар моторного масла, змішаного з невеликою кількістю корунду, а потім, легко постукуючи, обертайте клапан. Після притирання очистіть клапан та сідло клапана.
Увага:
- При притиранні клапана будьте уважні та обережні, щоб корунд не прилипнув до стрижня клапана.
- Положення контакту клапана щодо сідла клапана має бути в центрі кола, а ширина контакту повинна мати стандартні позначення.
10. Перевірте положення тарілки клапана щодо площини головки блоку циліндрів.
Номінальний зазор:
- впуск - 0,79 - 1,27 мм
- випуск - 0,84 - 1,32 мм
Максимальний зазор:
- впуск - 1,68 мм
- випуск - 1,73 мм
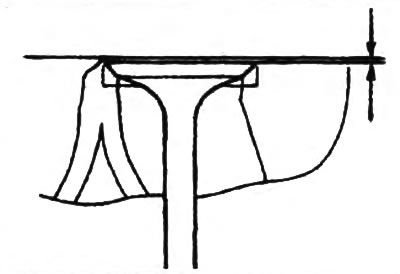
Якщо зазор більший за максимальний, замініть головку блоку циліндрів.
11. Перевірте пружини клапанів.
а) Використовуючи металевий косинець (90°), Перевірте неперпендикулярність пружини.
- Максимально допустима неперпендикулярність – 1,60 мм (2°)
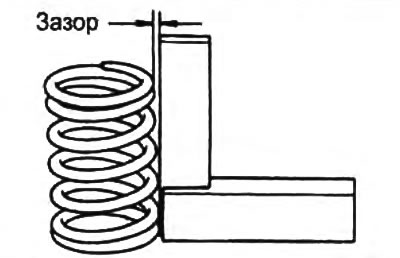
Якщо відхилення від перпендикулярності виходить за допустимі межі, замініть пружину,
б) Тестером для перевірки пружин виміряйте зусилля, необхідне для стиснення пружини до довжини 39,0 мм.
- Зусилля - 172,9 - 195,6 Н
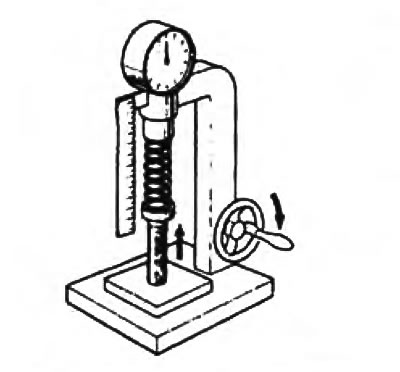
Якщо зусилля виходить за вказані межі, замініть пружину клапана.
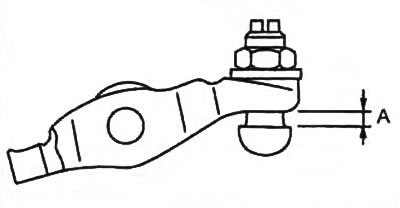
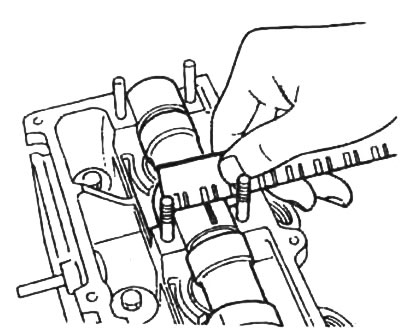
12. Перевірте зазор між регулювальним гвинтом і рокером, як показано на малюнку. Якщо проміжок не відповідає номінальному, відрегулюйте його.
- Номінальний зазор "А" - 0 - 4 мм
13. Перевірте розподільний вал та підшипники.
А. Перевірте розподільний вал на відсутність вигину,
а) Покладіть розподільний вал на призми.
б) Стрілочним індикатором перевірте биття розподільчого валу щодо середньої шийки.
- Максимальне биття – 0,03 мм
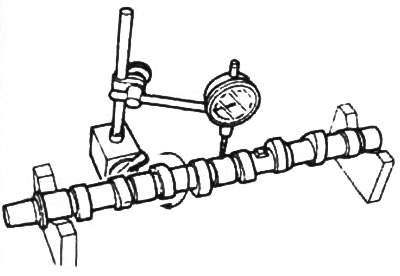
Якщо биття перевищує допустиме значення, замініть розподільний вал.
Б. Виміряйте висоту кулачка розподільчого валу.
Номінальна висота:
- впуск - 42,067 - 42,167 мм
- випуск - 41,949 - 42, 049 мм
Мінімальна висота:
- впуск - 41,717 мм
- випуск - 41,599 мм
Якщо висота кулачків менша за мінімальну, замініть розподільний вал.
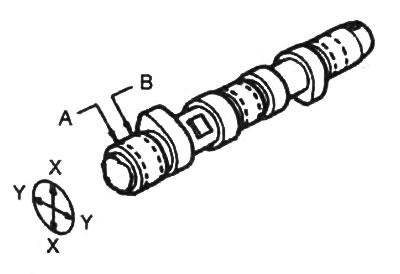
В. Виміряйте діаметр опорних шийок розподільного валу в місцях, вказаних на малюнку. Якщо діаметр менший за мінімальний, замініть розподільний вал.
Номінальний діаметр:
- шийка №1 - 31,940 - 31,965 мм
- шийки N92 - №4 - 25,910 - 25,935 мм
- шийка №5 - 25,940 - 25,965 мм
Мінімальний діаметр:
- шийка №1 - 31,890 мм
- шийки №2 - №4 - 25,860 мм
- шийка №5 - 25,890 мм
Г. Перевірте масляний радіальний зазор у підшипниках розподільного валу.
а) Очистіть розподільний вал та ліжка головки блоку циліндрів.
б) Покладіть пластиковий калібр на кожну опорну шийку розподільчого валу.

в) Встановіть кришки підшипників розподільного валу (див. розділ "Двигун. Механічна частина").
- Момент затяжки - 8-10 Нм
г) Зніміть кришки підшипників розподільчого валу (див. розділ "Двигун. Механічна частина").
д) Вимірявши ширину калібру, визначте зазор
Номінальний зазор:
- шийка №1 - 0,035 - 0,081 мм
- шийки №2 - №4 - 0,065 - 0,111 мм
- шийка №5 - 0,056 - 0,081 мм
Максимальний зазор:
- шийка N91 - 0,12 мм
- шийки №2 - №4 - 0,15 мм
- шийка №5 - 0,16 мм
Якщо зазор перевищує вказану межу, замініть головку блоку циліндрів та розподільний вал.
Д. Перевірте осьовий зазор розподільчого валу. Для цього встановіть розподільний вал. Індикатором виміряйте осьовий зазор при переміщенні розподільчого валу назад та вперед.
Осьовий зазор:
- номінальний - 0,03 - 0,16мм
- максимальний - 0,20 мм
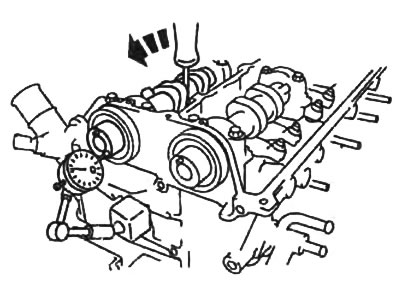
Якщо осьовий зазор більший за максимальний, замініть розподільний вал або головку блоку циліндрів.