A) Provjerite ima li na svakom cilindru oštećenja ili pukotina. Zamijenite blok cilindra ako je potrebno.
b) Uklonite ostatke brtvila s radnih površina bloka cilindra.
V) Očistite blok cilindra otapalom i mekom četkom.
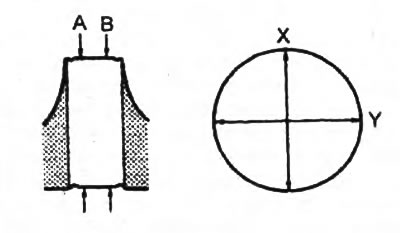
2. Provjerite ravnost površine plinskog spoja bloka cilindra pomoću preciznog ravnala i ravnog mjernog mjerača kao što je prikazano na slici.
Pažnja: ponovno brušenje površine bloka cilindra nije dopušteno.
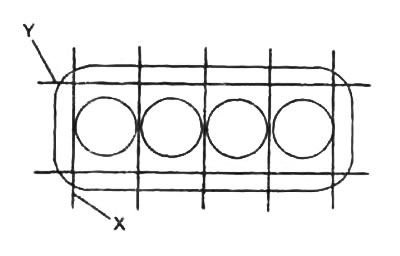
Maksimalna neravnina:
- prema "X" - 0,02 mm
- prema "Y" - 0,05 mm
Ako ravnost premašuje navedenu vrijednost, zamijenite blok cilindra.
3. Provjerite zrcalo cilindara na prisutnost okomitih ogrebotina. Ako je moguće, izbušite blok cilindra do sljedeće veće veličine. Ako ima dubokih ogrebotina, zamijenite blok cilindra.
4. Ako je potrebno, uklonite habajući korak u graničnom kišobranu gornjeg kompresijskog prstena u TDC.
5. Pomoću unutarnjeg mjerača izmjerite promjer cilindra kao što je prikazano na slici.
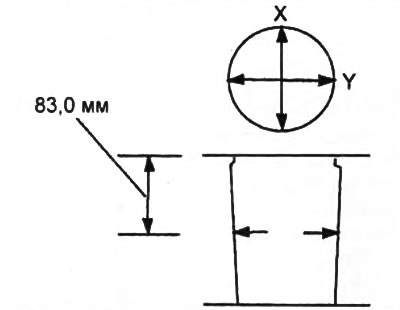
Promjer cilindra:
nominalno - 93 000 - 93 022 mm
veličina popravka:
- (0,25) - 23,250-93,272 mm
- (0,50) - 93.500-93.522 mm
Maksimalna vrijednost istrošenosti - 0,15 mm
Ako je promjer veći od maksimalnog, izbušite sve cilindre na preveliku veličinu ili zamijenite blok cilindra.
6. Provjerite premosni vijak mlaznice za ulje.
A) Primijenite pritisak na premosni vijak mlaznice za ulje sa strane "A".
- Tlak - 138-196 kPa
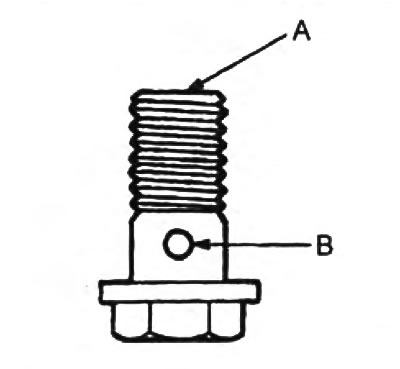
b) Provjerite izlazi li zrak sa strane Zamijenite "U". U suprotnom, premosni vijak.
7. Provjerite veličinu aksijalnog zazora ležaja šipke.
Pažnja: prije mjerenja zazora postavite poklopac klipnjače.
Aksijalni razmak:
- nominalno - 0,110-0,260 mm
- maksimalno - 0,35 mm

Ako je krajnji zazor veći od maksimalnog, zamijenite sklop klipnjače.
Zamijenite radilicu ako je potrebno.
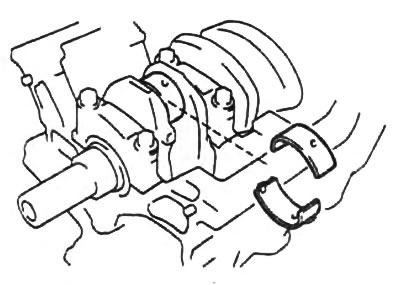
8. Skinite poklopac donje glave klipnjače i provjerite radijalni zazor ležaja klipnjače.
A) Uklonite dva vijka poklopca klipnjače.

b) Pomoću čekića s plastičnom površinom lagano udarite po vijcima klipnjače i skinite donji poklopac klipnjače ljuljajući ga s jedne na drugu stranu.
Napomena: Donji ležaj mora ostati u kapici klipnjače!
V) Očistite osovinicu i ležajeve.
G) Provjerite ima li na površinama osovinice i ležaja rupa i ogrebotina.
Ako postoje ogrebotine ili ogrebotine, zamijenite ležajeve. Ponovno izbrusite rukavce ili zamijenite radilicu ako je potrebno.
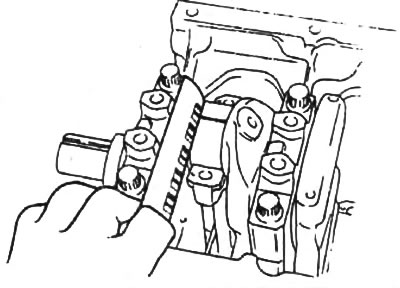
d) Ugradite plastični mjerač zazora ležaja kao što je prikazano.
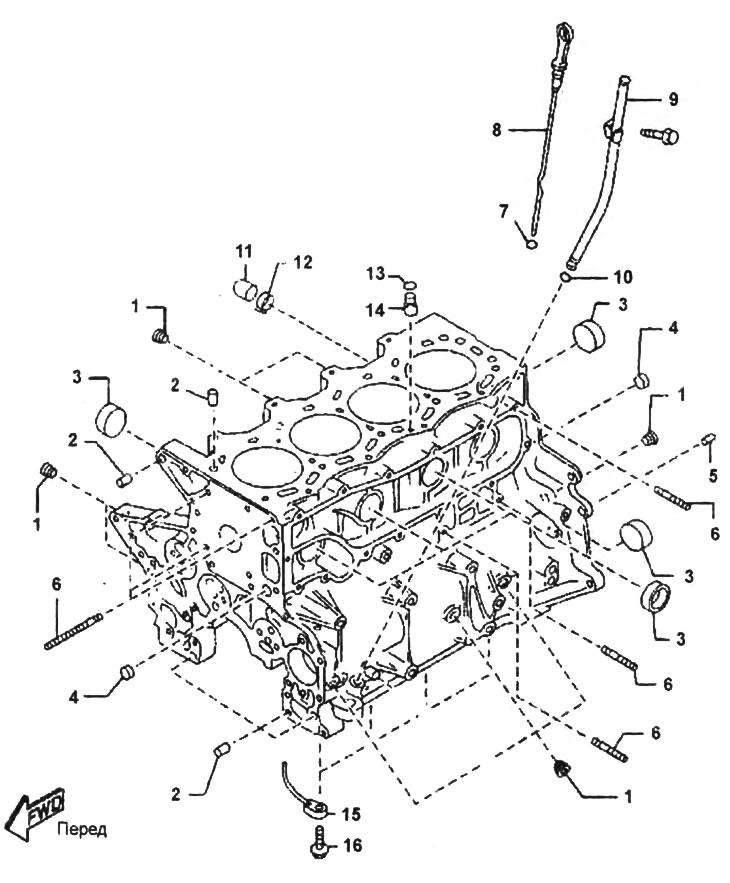
Blok motora.
1 - čep s navojem za šesterokut,
2 - šuplji klin,
3 - čep za brtvljenje,
4 - utikač,
5 - klin za lociranje,
6 - ukosnica,
7, 10, 13 - brtveni prsten,
8 - šipka za mjerenje ulja,
9 - vodilica šipke za ulje,
11 - poklopac,
12 - ovratnik,
14 - ventil,
15 - mlaznica za ulje,
16 - premosni vijak.

e) Postavite poklopac donje glave šipke i zategnite pričvrsne vijke.
i) Skinite poklopac klipnjače.
h) Izmjerite širinu spljoštenog plastičnog mjerača na najširem mjestu i odredite zazor ležaja klipnjače.
- Nazivni razmak - 0,025 - 0,052 mm
- Maksimalni razmak - 0,08 mm
Debljina umetka
ležajevi klipnjače:
- nazivna veličina - 1,507 - 1,516 mm
veličina popravka:
- (0,25) - 1,624-1,634 mm
- (0,50) - 1,749-1,759 mm
- (0,75) - 1,874-1,884 mm
Ako je zračnost veća od maksimalne, zamijenite ležajeve klipnjače ili izbrusite rukavac radilice i ugradite veće ležajeve klipnjače.
I) Uklonite sav preostali plastični mjerač s radnih površina vrata i umetnite.
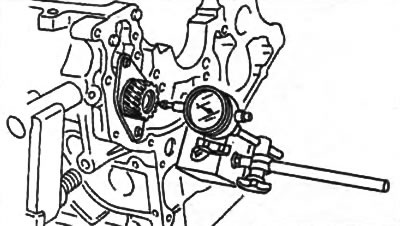
9. Provjerite balansne osovine.
A) Ugradite balansne osovine i zategnite pričvrsne vijke potisne ploče.
- Moment pritezanja - 8-11 Nm
b) Izmjerite aksijalni zazor balansnih osovina.
- Nazivni razmak - 0,04-0,16 mm
Ako je potrebno, zamijenite potisnu ploču ili potisnu ploču. Ako razmak još uvijek nije unutar navedenih granica, zamijenite balansnu osovinu ili blok cilindra,
V) Izmjerite rukavce balansnih osovina u dvije međusobno okomite ravnine u smjerovima "X" i "Y", kao što je prikazano na slici.
Nazivni promjer:
- Vrat br. 1 41,945 - 41960 mm
- vrat N92 - 30.450 - 39.960 mm
- Vrat br. 3 - 37,975 - 37,990 mm
Ako je potrebno, zamijenite balansnu osovinu.
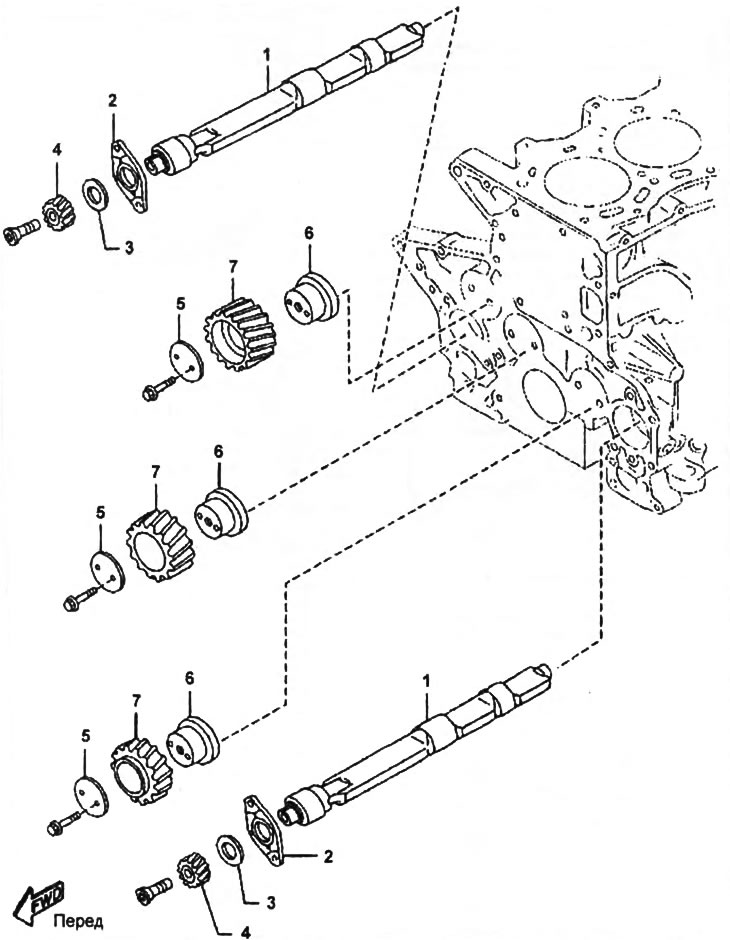
balansne osovine.
1 - balansna osovina,
2 - potisna ploča (P/N - WL84-22-704),
3 - potisna pločica (P/N - WL84-11-797),
4 - zupčanik balansne osovine,
5 - potisna ploča,
6 - glavčina srednjeg zupčanika,
7 - srednji zupčanik.
G) Koristeći mjerač provrta, izmjerite unutarnji promjer rupe za balansno vratilo u bloku cilindra.
d) Izračunajte klirens "balansna osovina - rupa za balansnu osovinu". Ako je zazor veći od prihvatljivog, zamijenite balansno vratilo ili blok cilindra.
Nazivni razmak:
- 1 i 3 vrata - 0,050 - 0,115 mm
- 2 vrata - 0,080 - 0,145 mm
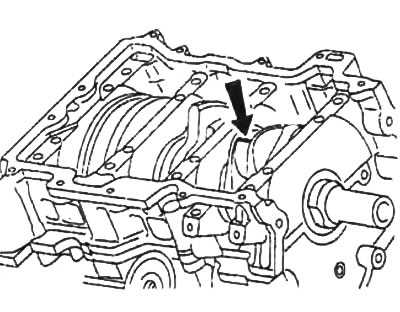
10. Uklonite sklop klipa i klipnjače.
A) Uklonite naslage ugljika s vrha cilindra.
b) Uklonite sklop klipa s klipnjačom i gornjom školjkom ležaja.
Napomena: Spremite klipove s klipnjačama, košuljicama i poklopcima u setovima kako biste izbjegli zabunu tijekom instalacije.
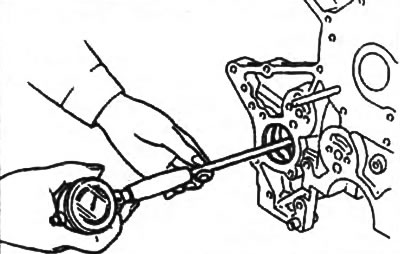
11. Pomoću indikatora izmjerite aksijalni zazor koljenastog vratila pomicanjem zadnjeg "natrag naprijed" s odvijačem.
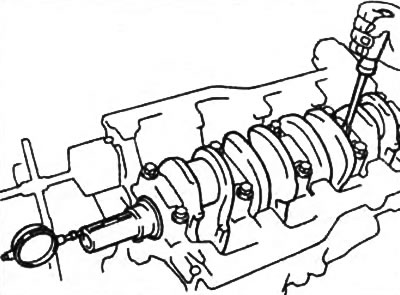
Aksijalni razmak:
- nazivni - 0,040 - 0,282 mm
- maksimalno - 0,30 mm
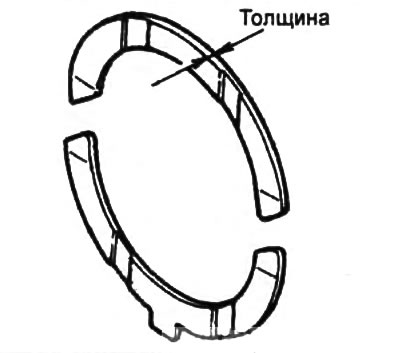
Ako je aksijalni zazor veći od maksimalnog, zamijenite potisne podloške i/ili radilicu.
Debljina potisnih poluprstenova:
- nazivna veličina - 0,450 - 2,550 mm
- veličina popravka (0,35) - 2.530 - 2.680 mm
12. Uklonite poklopce glavnih ležajeva i provjerite radijalne zazore ulja.
A) Uklonite kapice glavnih ležajeva (vidi pododjeljak "Rastavljanje").
Bilješka:
- Uklonite glavni poklopac ležaja polaganim ljuljanjem s jedne na drugu stranu kako biste izbjegli oštećenje spojnih površina poklopca ležaja i bloka cilindra.
- Držite kapice glavnih ležajeva zajedno s donjim ležajevima kako se ne bi pomiješali tijekom postavljanja.
b) Podignite radilicu.
V) Očistite svaki glavni rukavac i ležajeve.
G) Provjerite ima li na površini svakog glavnog rukavca i ležajeva rupa i ogrebotina. Ako su vrat ili umetak oštećeni, zamijenite umetke. Ponovno izbrusite ili zamijenite radilicu ako je potrebno.
d) Ugradite gornje školjke glavnih ležajeva radilice i položite radilicu u blok cilindra.
e) Postavite plastični mjerač zazora ležaja na svaki rukavac.

i) Ugradite glavne poklopce ležaja.
h) Nanesite sloj motornog ulja na navoje i ispod glava vijaka poklopca glavnog ležaja i zategnite vijke (vidi pododjeljak "Skupština").
I) Uklonite kapice glavnih ležajeva (vidi pododjeljak "Rastavljanje").
Do) Izmjerite maksimalnu širinu spljoštenog plastičnog mjerača kako biste odredili radijalni zazor ulja.
Nazivni razmak:
- grlića br. 1, 2, 4, 1 - 0,021 - 0,041 mm
- vrat br.3 - 0,044 - 0,062 mm
Maksimalni razmak - 0,08 mm
Debljina ljuske glavnog ležaja:
- Nazivna veličina - 2,006-2,021 mm
Veličina popravka:
- (0,25) - 2,124 - 2,134 mm
- (0,50) - 2,249 - 2,259 mm
- (0,75) - 2,314 - 2,364 mm
Ako je zazor ulja veći od maksimalnog, zamijenite ležajeve. Ponovno izbrusite ili zamijenite radilicu ako je potrebno.
l) U slučaju da zračnost premaši granicu čak i ako je glavni ležaj zamijenjen, popravite radilicu brušenjem i koristite prevelike ležajeve.
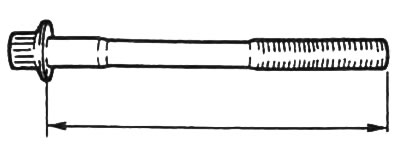
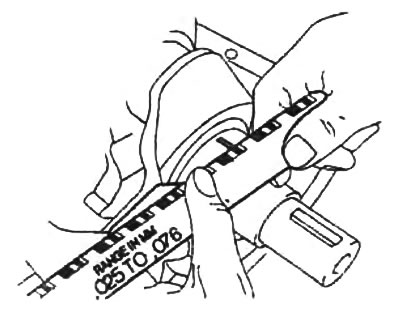
13. Provjerite duljinu svakog vijka za pričvršćivanje poklopaca radikalnih i štapnih ležajeva. Ako je najveća vrijednost prekoračena, zamijenite vijak.
Vijci poklopca glavnog ležaja:
- normalna duljina - 84,1 - 81,3 mm
- maksimalna duljina - 86,0 mm
Vijci poklopca ležaja klipnjače:
- normalna duljina - 55,45 - 56,05 mm
- maksimalna duljina - 16,11 mm