
2. Curăţaţi chiulasa.
A) Curățați o suprafață a unui cap din blocul de cilindri a căptușelii rămâne.
Notă: Aveți grijă să nu deteriorați suprafața.
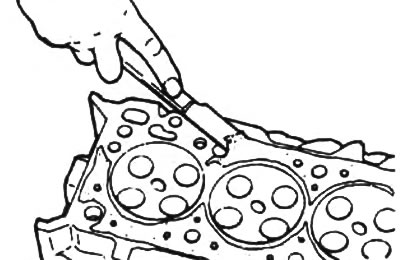
b) Curățați suprafețele camerelor de ardere ale chiulasei cu o perie de sârmă, îndepărtând orice depuneri de carbon rămase.
V) Curățați suprafața chiulasei care se îmbină cu suprafața blocului cilindric folosind o perie moale și solvent.
3. Folosind un colorant penetrant, verificați dacă există fisuri în camerele de ardere, orificiile de admisie și de evacuare și la interfața cu gaz. Dacă există crăpături, înlocuiți chiulasa.
4. Verificați fixarea supapelor. Înlocuiți dacă este necesar.
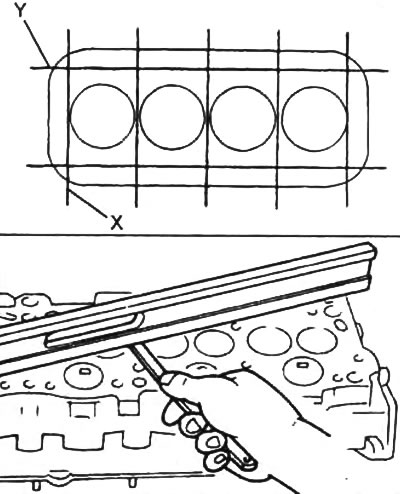
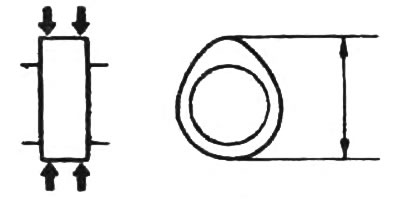
5. Verificați chiulasa. Cu o riglă de precizie și un ecartament plat, așa cum se arată în figură, verificați planeitatea suprafețelor de lucru ale chiulasei care se potrivesc cu suprafața blocului de cilindri, a galeriilor de admisie și de evacuare.
Atenție: manipulați cu atenție chiulasa, având grijă să nu deteriorați suprafața inferioară a acesteia.
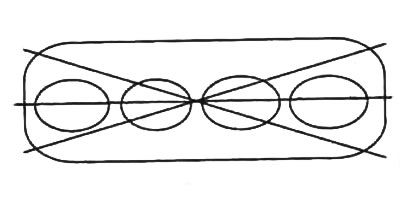
Neplaneitatea maximă admisă a suprafeței care se îmbină cu suprafața blocului cilindric:
- către "X" — 0,02 m/m
- către "Y" — 0,05 m/m
Planeitatea maximă admisă a suprafeței care se îmbină cu suprafețele galeriei de admisie și evacuare este de 0,05 mm
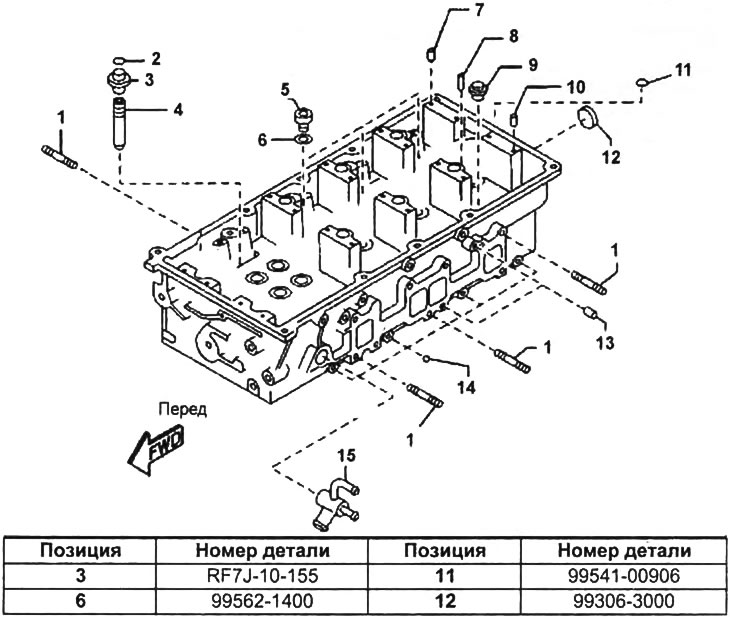
Cap cilindru.
1 - ac de păr,
2 - inel de reținere,
3 - capac răzuitor de ulei,
4 - manșon de ghidare a supapei,
5 - supapă,
6 - garnitură,
7, 8, 10 - pin,
9 - dopul filetat,
11 - inel de etanșare,
12 - dop de etanșare,
13 - mufa,
14 - bilă de oțel,
15 - conducta de derivație a sistemului de răcire.
Dacă nivelul de planeitate depășește valoarea maximă admisă, înlocuiți chiulasa sau șlefuiți-o.
- Cantitatea de măcinare - 0,15 mm
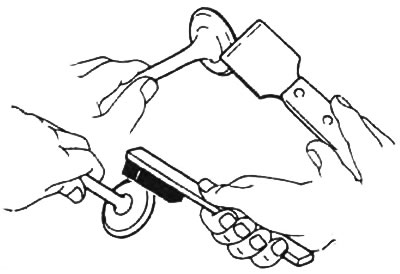
6. Curăţaţi supapele.
A) Utilizați o racletă pentru a îndepărta depunerile de carbon de pe discul supapei.
b) Curățați complet supapa cu o perie.
7. Verificați și rotiți supapele.
A) Verificați grosimea părții cilindrice a discului supapei.
Grosimea plăcii supapei:
- intrare - 1,55 - 1,85 mm
- eliberare - 1,80 - 2,10 mm
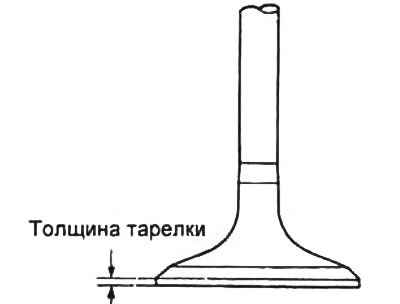
Dacă grosimea părții cilindrice a discului supapei este mai mică decât valoarea specificată, atunci înlocuiți supapa.
b) Verificați lungimea totală a supapei.
Lungime nominala:
- admisie - 111,65 -112,25 mm
- eliberare - 111,6 - 112,2 mm
Lungime minima:
- admisie - 111,50 mm
- eliberare - 111,44 mm

Dacă lungimea totală este mai mică decât cea minimă, înlocuiți supapa.
V) Verificați starea suprafețelor supapelor pentru uzură.
Dacă suprafața supapei este uzată, șlefuiți din nou suprafața supapei sau înlocuiți supapa.
G) Folosind un calibre, măsurați diametrul interior al ghidajelor supapei în trei niveluri și două plane.
- Diametru nominal - 6.025 - 6.045 mm
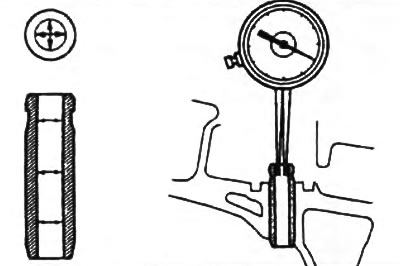
Dacă este necesar, înlocuiți ghidajul supapei,
d) Folosind un micrometru, măsurați diametrul tijei supapei în trei niveluri și două plane.
Diametru nominal:
- admisie 5.970 - 5.985 mm
- eliberare - 5.965 - 5.980 mm
Diametrul minim:
- admisie - 5.920 mm
- eliberare - 5.915 mm
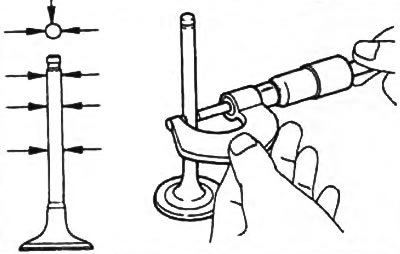
Înlocuiți supapa dacă este necesar.
8. Verificaţi suprafaţa supapei pentru eventuale deteriorări. Dacă este necesar, utilizați o freză pentru scaunul supapei sau o unealtă de lupt pentru a obține profilul dorit.
- Aplicați un strat subțire de alb pe scaunul supapei. Apăsați fața supapei pe scaun, dar nu rotiți supapa. Apoi scoateți supapa și verificați scaunul supapei și teșirea.
- Dacă vopseaua rămâne pe toată circumferința (360°) teșiturile supapei, supapa este concentrică. În caz contrar, înlocuiți supapa.
- Dacă vopseaua apare pe toată circumferința (360°) scaunele supapelor, ghidajul supapei și scaunul supapei sunt concentrice. În caz contrar, șlefuiți din nou teșirea.
- Asigurați-vă că plasturele de contact se află în mijlocul feței supapei și are o lățime normală.
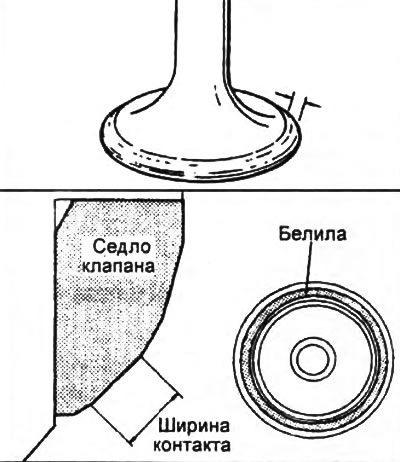
- Lățimea normală a plasturelui de contact - 13 - 1,9 mm
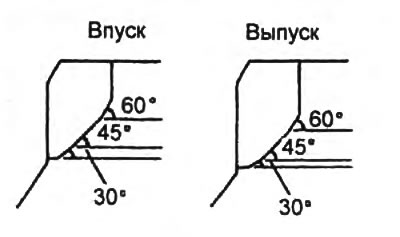
În caz contrar, reglați teșirea după cum urmează:
- Dacă plasturele de contact este prea sus pe fața supapei, utilizați tăietori de 60°și 45°pentru a șlefui din nou scaunul.
- Dacă plasturele de contact este prea jos pe fața supapei, utilizați tăietori de 30°și 45°pentru a șlefui din nou scaunul.
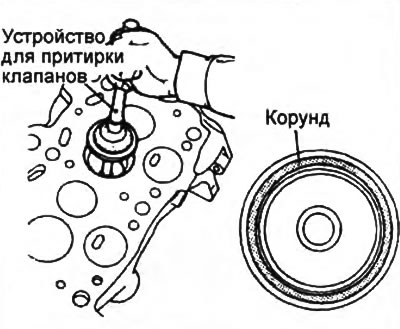
9. Rotiți supapa. Pentru a acoperi supapa, aplicați un strat subțire de ulei de motor amestecat cu o cantitate mică de corindon pe suprafața scaunului și apoi, atingând ușor, rotiți supapa. După șlefuire, curățați supapa și scaunul supapei.
Atenţie:
- Când lipiți supapa, aveți grijă și aveți grijă ca corindonul să nu se lipească de tija supapei.
- Poziția contactului supapei în raport cu scaunul supapei trebuie să fie în centrul cercului, iar lățimea contactului trebuie să fie standardizată.
10. Verificați poziția plăcii supapei față de planul capului blocului de cilindri.
Clearance nominală:
- intrare - 0,79 - 1,27 mm
- eliberare - 0,84 - 1,32 mm
Clearance maximă:
- admisie - 1,68 mm
- eliberare - 1,73 mm
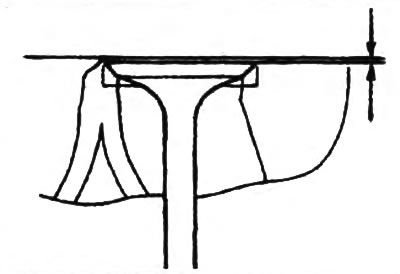
Dacă jocul este mai mare decât maximul, înlocuiți chiulasa.
11. Verificați arcurile supapei.
A) Folosind un pătrat metalic (90°), verificați neperpendicularitatea arcului.
- Neperpendicularitatea maximă admisă este de 1,60 mm (2°)
Dacă abaterea de la perpendicularitate este în afara toleranței, înlocuiți arcul,
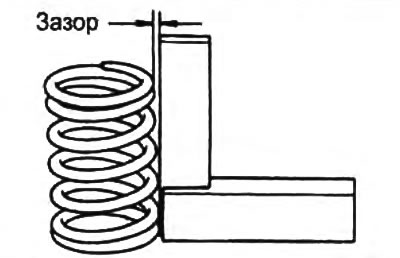
b) Folosind un tester de arc, măsurați forța necesară pentru a comprima arcul la o lungime de reglare de 39,0 mm.
- Forța - 172,9 - 195,6 N
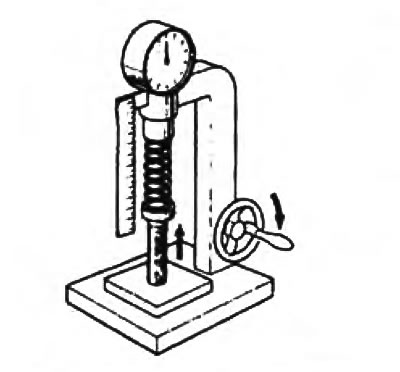
Dacă forța este în afara intervalului, înlocuiți arcul supapei.
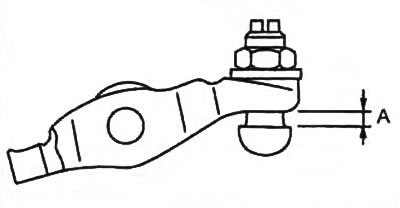
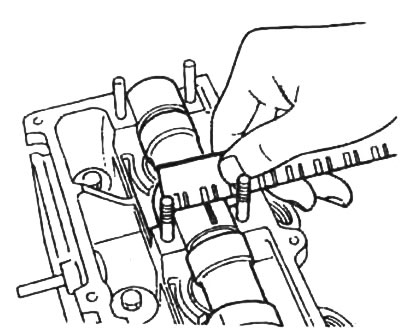
12. Verificați jocul dintre șurubul de reglare și culbutorul așa cum este prezentat. Dacă decalajul nu se încadrează în specificație, ajustați-l.
- Clearance nominale "A" — 0 - 4 mm
13. Verificați un arbore cu came și rulmenți.
A. Verificați dacă arborele cu came este îndoit,
A) Așezați arborele cu came pe prisme.
b) Folosiți un comparator pentru a verifica deformarea arborelui cu came în raport cu tijul din mijloc.
- Deformare maximă - 0,03 mm
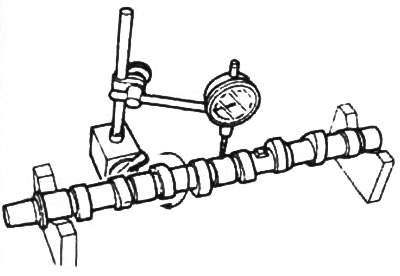
Dacă curba depășește valoarea admisă, înlocuiți arborele cu came.
B. Măsurați înălțimea lobului arborelui cu came.
Înălțime nominală:
- admisie - 42.067 - 42.167 mm
- eliberare - 41.949 - 42.049 mm
Inaltime minima:
- admisie - 41.717 mm
- eliberare - 41.599 mm
Dacă înălțimea camei este mai mică decât cea minimă, înlocuiți arborele cu came.
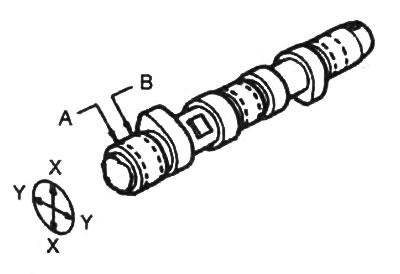
B. Măsurați diametrul lagărelor arborelui cu came în locațiile prezentate în figură. Dacă diametrul este mai mic decât cel minim, înlocuiți arborele cu came.
Diametru nominal:
- gât #1 - 31.940 - 31.965 mm
- gâturi N92 - №4 - 25.910 - 25.935 mm
- gât #5 - 25.940 - 25.965 mm
Diametrul minim:
- Gât nr. 1 - 31.890 mm
- gâturi nr 2 - nr 4 - 25.860 mm
- Gât nr. 5 - 25.890 mm
D. Verificaţi jocul radial de ulei din lagărele arborelui cu came.
A) Curăţaţi arborele cu came şi paturile de chiulasă.
b) Așezați un manometru din plastic pe fiecare rulment al arborelui cu came.

V) Montați capacele lagărelor arborelui cu came (vezi capitolul "Motor. Mecanic").
- Cuplu de strângere - 8-10 Nm
G) Scoateți capacele lagărelor arborelui cu came (vezi capitolul "Motor. Mecanic").
d) Măsurând lățimea calibrului, determinați decalajul
Clearance nominală:
- gât nr 1 - 0,035 - 0,081 mm
- gâturi nr 2 - nr 4 - 0,065 - 0,111 mm
- gât nr 5 - 0,056 - 0,081 mm
Spațiul liber maxim:
- gât N91 - 0,12 mm
- gâturi nr 2 - nr 4 - 0,15 mm
- gât nr 5 - 0,16 mm
Dacă jocul depășește limita specificată, înlocuiți chiulasa și arborele cu came.
D. Verificaţi jocul final al arborelui cu came. Pentru a face acest lucru, instalați arborele cu came. Utilizați un indicator pentru a măsura jocul axial în timp ce mișcați arborele cu came înainte și înapoi.
Jocul axial:
- nominal - 0,03 - 0,16 mm
- maxim - 0,20 mm
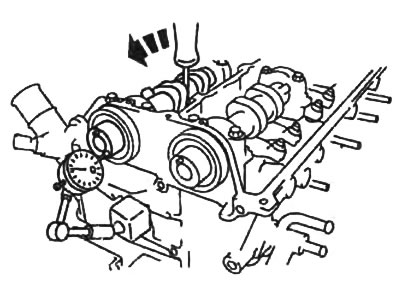
Dacă jocul axial este mai mare decât maximul, înlocuiți arborele cu came sau chiulasa.