
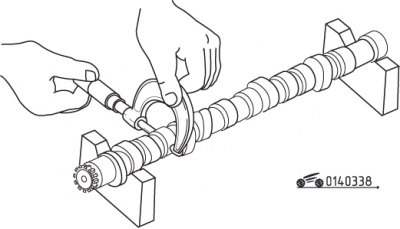
Мал. 3.38. Вымярэнне вышыні кулачкоў размеркавальнага вала
Вымерайце мікраметрам вышыню кулачкоў і параўнайце з нарматыўным значэннем, каб вызначыць іх знос (мал. 3.38).
Праверце наяўнасць на кулачках выфарбоўвання металу, драпін, выманняў, выпрацоўкі і нераўнамернага зносу. Калі кулачкі ў добрым стане і дыяметры кулачкоў не перавышаюць устаноўленай нормы, то дапушчальная далейшая яго эксплуатацыя.
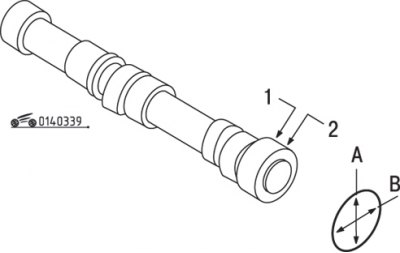
Мал. 3.39. Месцы вымярэння дыяметра пярэдняй шыйкі размеркавальнага вала
Вымерайце мікраметрам дыяметр сярэдніх шыек, каб вызначыць іх знос і овальность. Калі овальность перавышае 0,5 мм, то размеркавальны вал трэба замяніць. У двух дыяметральна процілеглых кірунках вымерайце дыяметр перадпакоя шыйкі і ўнутраны дыяметр перадпакоя вечка, параўнайце з нарматыўным значэннем, каб вызначыць ступень зносу (мал. 3.39).
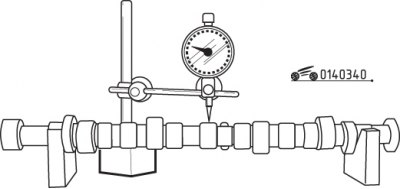
Мал. 3.40. Праверка біцця размеркавальнага вала з дапамогай стрелочного індыкатара
Стралачным індыкатарам праверце біццё размеркавальнага вала, папярэдне ўсталяваўшы размеркавальны вал на прызмы (мал. 3.40).
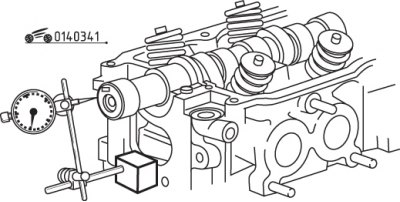
Мал. 3.41. Вымярэнне восевага люфт размеркавальнага вала з дапамогай стрелочного індыкатара
Усталюеце размеркавальны вал на галоўку блока цыліндраў і стрелочным індыкатарам вымерайце восевай люфт, зрушыўшы вал да ўпора назад, а затым наперад, як паказана на мал. 3.41.
Зазор для змазкі размеркавальнага вала правяраецца на этапе канчатковай зборкі, пасля ўстаноўкі галоўкі блока цыліндраў і зацяжкі нітаў. Спалучаныя паверхні падшыпнікаў размеркавальнага вала павінны быць чыстымі, без слядоў алею. На паверхні шыек размеркавальнага вала абкладзеце адрэзкі калібраванага пластмасавага стрыжня, размясціўшы іх раўналежна восі, і зацягніце ніты мацавання вечка падшыпнікаў патрабаваным момантам. Адкруціце ніты і вызначыце зазор для змазкі па велічыні дэфармавання калібраванага пластмасавага стрыжня, карыстаючыся шкалой, нанесенай на яго пакаванні. Калі зазор перавышае ўсталяванае лімітава дапушчальнае значэнне, то галоўка блока цыліндраў і вечка падшыпнікаў размеркавальнага вала падлягаюць замене.