
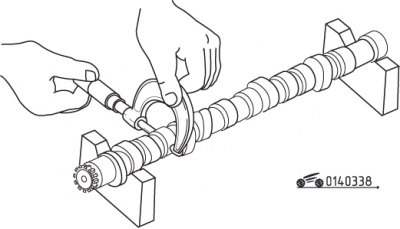
sl. 3.38. Mjerenje visine bregastog vratila
Izmjerite visinu ekscentra mikrometrom i usporedite ga sa standardnom vrijednošću kako biste odredili njihovu istrošenost (riža. 3.38).
Provjerite ima li na bregovima metalnih krhotina, ogrebotina, udubljenja, istrošenosti i neravnomjernog trošenja. Ako su bregovi u dobrom stanju i promjeri bregova ne prelaze utvrđenu normu, tada je njegov daljnji rad dopušten.
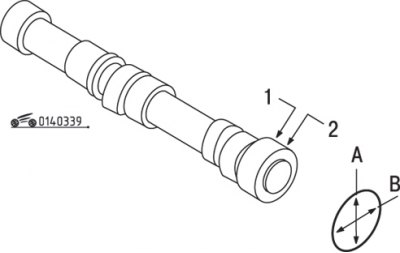
sl. 3.39. Mjerne točke za promjer rukavca prednjeg bregastog vratila
Izmjerite promjer srednjih rukavaca mikrometrom kako biste odredili njihovu istrošenost i ovalnost. Ako ovalnost prelazi 0,5 mm, tada se bregasta osovina mora zamijeniti. U dva dijametralno suprotna smjera izmjerite promjer prednjeg rukavca i unutarnji promjer prednjeg poklopca, usporedite sa standardnom vrijednošću kako biste odredili stupanj istrošenosti (riža. 3.39).
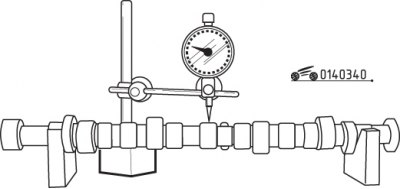
sl. 3.40. Provjera odstupanja bregastog vratila pomoću brojčanika
Provjerite odstupanje bregaste osovine pokazivačem kazaljke, nakon što ste prethodno ugradili bregastu osovinu na prizme (riža. 3.40).
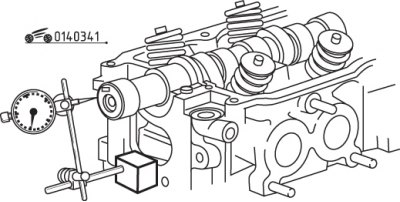
sl. 3.41. Mjerenje krajnjeg zazora bregastog vratila pomoću brojčanika
Postavite bregastu osovinu na glavu bloka cilindara i brojčanikom izmjerite aksijalni zazor, pomaknuvši osovinu prema graničniku natrag, a zatim naprijed, kao što je prikazano na slici. 3.41.
Razmak podmazivanja bregastog vratila provjerava se u fazi završne montaže, nakon što je glava cilindra postavljena i vijci su zategnuti. Spajne površine ležajeva bregastog vratila moraju biti čiste i bez ulja. Položite komade kalibrirane plastične šipke na površinu rukavaca bregastog vratila, postavljajući ih paralelno s osi, i zategnite vijke poklopca ležaja potrebnim momentom. Otpustite vijke i odredite razmak za podmazivanje količinom deformacije kalibrirane plastične šipke, koristeći ljestvicu otisnutu na njezinom pakiranju. Ako zazor premašuje navedeno ograničenje, glava cilindra i poklopac ležaja bregastog vratila moraju se zamijeniti.