
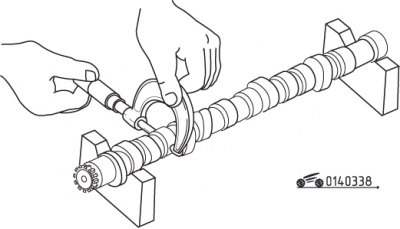
Ryža. 3.38. Meranie výšky vačiek vačkového hriadeľa
Zmerajte výšku vačiek pomocou mikrometra a porovnajte ich so štandardnou hodnotou, aby ste určili ich opotrebovanie (ryža. 3.38).
Skontrolujte vačky, či na nich nie sú kovové triesky, škrabance, ryhy, opotrebovanie a nerovnomerné opotrebovanie. Ak sú vačky v dobrom stave a priemery vačiek nepresahujú stanovenú normu, potom je jej ďalšia prevádzka prípustná.
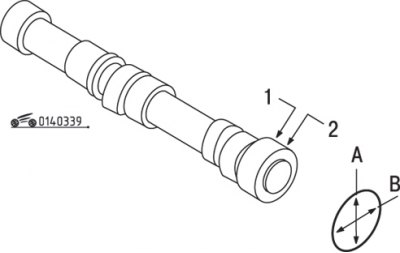
Ryža. 3.39. Miesta na meranie priemeru čapu predného vačkového hriadeľa
Zmerajte priemer stredových čapov pomocou mikrometra, aby ste určili ich opotrebovanie a oválnosť. Ak ovalita presiahne 0,5 mm, potom je potrebné vymeniť vačkový hriadeľ. V dvoch diametrálne opačných smeroch zmerajte priemer predného čapu a vnútorný priemer predného krytu, porovnajte so štandardnou hodnotou, aby ste určili stupeň opotrebenia (ryža. 3.39).
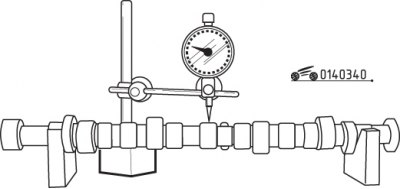
Ryža. 3,40. Kontrola hádzania vačkového hriadeľa pomocou číselníka
Skontrolujte hádzanie vačkového hriadeľa pomocou ukazovateľa, keď ste predtým nainštalovali vačkový hriadeľ na hranoly (ryža. 3,40).
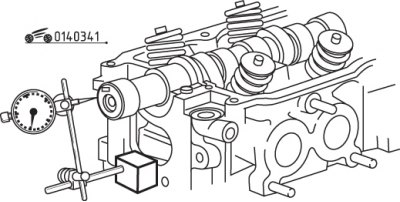
Ryža. 3.41. Meranie koncovej vôle vačkového hriadeľa pomocou číselníka
Nasaďte vačkový hriadeľ na hlavu bloku valcov a číselník zmerajte axiálnu vôľu po posunutí hriadeľa proti dorazu dozadu a potom dopredu, ako je znázornené na obr. 3.41.
Vôľa mazania vačkového hriadeľa sa kontroluje vo fáze konečnej montáže po montáži hlavy valcov a utiahnutí skrutiek. Spojovacie plochy ložísk vačkového hriadeľa musia byť čisté a bez oleja. Položte kusy kalibrovanej plastovej tyče na povrch čapu vačkového hriadeľa, umiestnite ich rovnobežne s osou a utiahnite skrutky veka ložiska na požadovaný krútiaci moment. Uvoľnite skrutky a pomocou stupnice vytlačenej na obale určte mazaciu medzeru podľa veľkosti deformácie kalibrovanej plastovej tyče. Ak vôľa prekročí špecifikovaný limit, je potrebné vymeniť hlavu valcov a veko ložiska vačkového hriadeľa.