
Увага: Якщо технологічну заглушку повністю втопити в канал сорочки охолодження, витягти її звідти буде вкрай важко або неможливо.
1. У блоці циліндрів є технологічні отвори. Вони потрібні для установки стрижнів, які при виливку блоку утворюють усередині нього порожнини. Після виливки та розбирання ливарних форм ці отвори закриваються заглушками. Заглушки, крім технологічного, мають також і функціональне призначення, запобігаючи розриву блоку при замерзанні в ньому охолоджуючої рідини.
2. Заглушки можуть бути запресовані або вкручені в блок на різьбленні. Заглушки можна вивернути за допомогою відповідного ключа (зазвичай вони мають або шестигранний виступ, або гніздо під ключ-шестигранник).
 |  |
Запресовані заглушки зазвичай є круглі пластинки з листового металу. Для вилучення такої заглушки вдарте молотком через вибивання з тупим кінцем по краю заглушки, поверніть її в отворі і витягніть плоскогубцями (рис. 15.2, а, б).
3. Видаліть скребком з усіх поверхонь блоку залишки прокладок. Під час цієї операції будете обережні – не пошкодите оброблені поверхні.
4. Зніміть кришки корінних опор або картер (на V-подібному двигуні) та вийміть вкладки корінних підшипників. Наклейте на кожну вкладку етикетку із зазначенням номера з пори та розташування - в блоці або в кришці, після чого відкладіть їх убік.
5. Виверніть з блоку всі різьбові заглушки масляних каналів. Зазвичай заглушки вкручені дуже туго і вивернути їх буває неможливо - в цьому випадку їх потрібно висвердлити, а різьблення відновити мітчиком. При збиранні двигуна поверніть нові заглушки.
6. При значному забрудненні блоці доставте його на станцію обслуговування парою.
7. Після повернення блоку з парового очищення ще раз прочистіть асі отвори та канали системи мастила. Для цієї мети у продажу є різні спеціальні щітки. Промийте всі канали гарячою водою, поки вода, що витікає, не стане чистою. Ретельно просушіть блок і змастіть всі оброблені поверхні світлою рідкою олією для захисту від корозії. Якщо у Вашому розпорядженні є стиснене повітря, використовуйте його для просушування та продування каналів.
Увага! Під час роботи зі стисненим повітрям захищайте очі.
8. Якщо блок забруднений не надто сильно, його можна відмити у теплому мильному розчині жорсткою щіткою. Не пошкодуйте часу на цю роботу і виконайте її якнайретельніше. Незалежно від способу чищення, ретельно прочистіть всі масляні отвори та канали, просушіть блок та змастіть усі оброблені поверхні світлою рідкою олією.
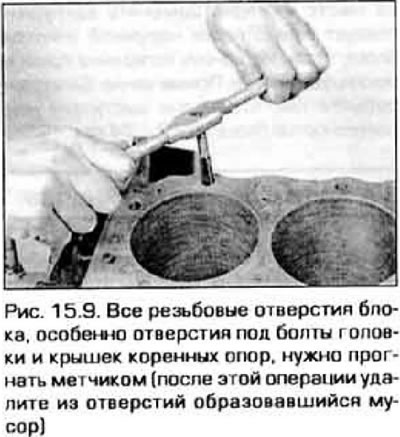
9. Для правильної затягування з'єднань при складанні всі отвори повинні бути чистими. Для видалення отворів корозії, залишків різьбового ущільнювача і бруду, а також для відновлення пошкоджених витків різьблення проженіть отвори мітчиком потрібного розміру (рис. 15.9). Якщо є можливість, продуйте отвори після цієї операції стисненим повітрям. Проженіть також плашкою різьблення болтів краплення головки циліндрів і кришок корінних підшипників.
10. Знову встановіть на місце кришки корінних підшипників та закріпіть їх болтами від руки.
11. Покрийте посадочні поверхні нових технологічних заглушок відповідним ущільнювачем, що не твердне, і встановіть їх в отвори блоку (рис. 15.11). Слідкуйте за тим, щоб заглушки щільно сіли на місце і не перекосилися, інакше може виникнути витік рідини, що охолоджує. Для запресування заглушок існують спеціальні оправки, але можна обійтися без них. підібравши відповідну торцеву головку або шматок труби з обробленим торієм.

12. Нанесіть на різьблення нових заглушок масляних каналів і різьбових технологічних заглушок блоку, що не затвердіває ущільнювач, вверніть їх на місце і надійно затягніть.
13. Якщо Ви не маєте наміру відразу ж почати складання двигуна, накрийте блок великим пластиковим мішком для захисту від бруду.