
Attention: If the process plug is completely sunk into the channel of the cooling jacket, then it will be extremely difficult or impossible to remove it from there.
1. There are technological holes in the cylinder block. They are needed to install the rods, which, when casting the block, form cavities inside it. After casting and disassembling the molds, these holes are closed with plugs. The plugs, in addition to the technological ones, also have a functional purpose, preventing the block from breaking when the coolant in it freezes.
2. Plugs can be pressed or screwed into the block on the thread Threaded plugs can be unscrewed with a suitable wrench (they usually have either a hex tab or a hex socket).
 |  |
Pressed plugs are usually round plates made of sheet metal. To remove such a plug, hit with a hammer through a punch with a blunt end along the edge of the plug, turn it in the hole and pull it out with pliers (pic. 15.2, a, b).
3. Remove the rest of the gaskets from all surfaces of the block with a scraper. During this operation, be careful - do not damage the treated surfaces.
4. Remove main bearing caps or crankcase (on a V-engine) and remove the main bearing shells. Label each insert with the pore number and location - in the block or in the lid, then set them aside.
5. Unscrew all threaded plugs of the oil channels from the block. Usually the plugs are screwed in very tightly and it is impossible to unscrew them - in this case they need to be drilled out and the thread restored with a tap. When assembling the engine, screw in new plugs.
6. If the unit is heavily soiled, take it to a service station for steaming.
7. After returning the unit from steam cleaning, clean all the holes and channels of the lubrication system again. Various special brushes are commercially available for this purpose. Rinse all channels with hot water until the water flowing out is clear. Dry the block thoroughly and lubricate all machined surfaces with light-colored light oil to protect against corrosion. If you have compressed air at your disposal, use it to dry and blow out the channels.
Attention! Protect your eyes when working with compressed air.
8. If the block is not too dirty, it can be washed in warm soapy water with a stiff brush. Take the time to do this work and do it as carefully as possible. Regardless of the cleaning method, thoroughly clean all oil holes and channels, dry the block and lubricate all machined surfaces with light-colored liquid oil.
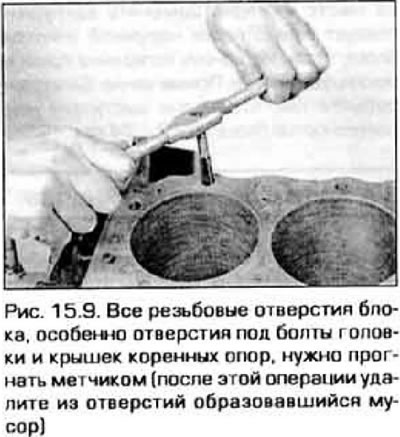
9. All threaded holes must be clean to ensure proper tightening of connections. To remove corrosion, thread sealant residue and dirt from holes, as well as to restore damaged threads, drive the holes with an ohm tap of the desired size (pic. 15.9). If possible, blow out the holes after this operation with compressed air. Also drive the threads of the cylinder head mounting bolts and main bearing caps with a die.
10. Reinstall the main bearing caps and hand-tighten them with bolts.
11. Coat the seating surfaces of the new process plugs with a suitable non-hardening sealant and install them in the holes in the block (pic. 15.11). Make sure that the plugs fit snugly into place and do not warp, otherwise coolant leakage may occur. There are special mandrels for pressing the plugs, but you can do without them. picking up a suitable socket head or a piece of pipe with processed thorium.

12. Apply a non-hardening sealant to the threads of the new oil port plugs and threaded assembly process plugs, screw in place, and tighten securely.
13. If you do not intend to start assembling the engine immediately, cover the block with a large plastic bag to protect it from dirt.