
2. Sprawdź wzrokowo blok pod kątem pęknięć i korozji. Napraw zerwane gwinty w otworach. Zdecydowanie zaleca się sprawdzanie szczelności bloku cylindrów w warsztatach samochodowych, które posiadają odpowiednie wyposażenie. W przypadku stwierdzenia defektów napraw lub wymień urządzenie.
3. Sprawdzić, czy na wewnętrznych powierzchniach cylindrów nie ma rys i zadziorów.
4. Zmierz wewnętrzną średnicę cylindra u góry (tuż pod grzbietem), w środku iw dolnej części równolegle do osi wału korbowego. Następnie wykonaj pomiary na tych samych poziomach, ale w kierunku prostopadłym do osi wału korbowego. Porównaj wyniki pomiarów z wartościami podanymi w instrukcji. Jeśli na powierzchni cylindrów występują silne zarysowania i zadrapania lub owalność i zbieżność cylindrów przekraczają ustalone granice, blok należy przekazać warsztatowi w celu wytaczania i honowania. Po naprawie potrzebne będą tłoki i pierścienie o rozmiarach naprawczych.
5. Jeśli stan cylindrów jest akceptowalny, zużycie cylindra i luz między cylindrem a tłokiem nie przekraczają ustalonych norm, wówczas wytaczanie nie jest wymagane. Jedyną niezbędną operacją jest honowanie.
6. Przed honowaniem załóż pokrywy łożysk głównych wału korbowego (bez łożysk), dokręć śruby podanym momentem obrotowym.
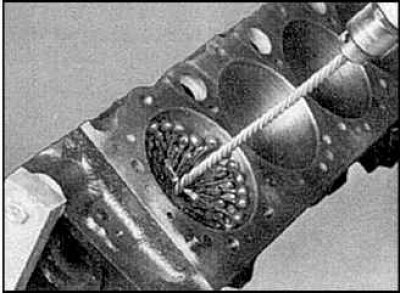
7. Do honowania potrzebne będzie specjalne urządzenie z drobnymi głowicami szlifierskimi, duża ilość oleju, szmaty i wiertarka elektryczna. Zamocuj narzędzie w wiertarce elektrycznej, zamocuj głowice szlifierskie i włóż narzędzie do pierwszego cylindra. Dobrze nasmaruj powierzchnię cylindra olejem, włącz wiertarkę elektryczną i okresowo poruszaj nią w górę iw dół w cylindrze.
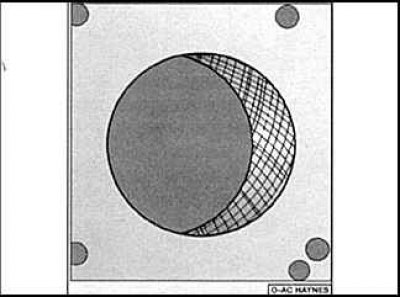
8. W takim przypadku na powierzchni ścianek cylindra powinna powstać struktura cienkich linii przecinających się pod kątem około 60°.
9. Przez cały czas obficie smaruj powierzchnię cylindra. Nie wyjmować narzędzia podczas obracania. Po wyłączeniu wiertarki kontynuuj poruszanie nią w górę iw dół, aż do całkowitego zatrzymania, następnie ściśnij nóżki narzędzia z głowicami szlifierskimi i wyjmij je z cylindra. Wytrzyj olej z cylindra i powtórz operację na pozostałych cylindrach. Jeśli urządzenie nie jest dostępne lub nie ma ochoty na samodzielne honowanie, to operację tę można wykonać w warsztatach za rozsądną opłatą. Zadowalające wyniki uzyskuje się przy użyciu ściernicy zamocowanej na wiertarce elektrycznej, a nawet przy wykonywaniu operacji ręcznie papierem ściernym.
10. Po honowaniu sfazuj górne krawędzie cylindra małym pilnikiem, aby zapobiec zakleszczaniu się pierścieni podczas montażu tłoka.
11. Cały blok należy ponownie przemyć ciepłą wodą z detergentem w celu usunięcia pozostałości ściernych po honowaniu. Wyszczotkuj wszystkie kanały i spłucz bieżącą wodą. Po przepłukaniu osusz blok cylindrów i nałóż olej do wrzecion na wszystkie obrobione powierzchnie. Przed montażem przechowuj urządzenie pod plastikową osłoną.