
2. Visually inspect the unit for cracks, rust, and corrosion. Check if the threads in the screw holes are worn out. It's a good idea to have the block checked for hidden cracks at an auto repair shop that has special equipment for the job. If defects are found, take a remanufactured unit or replace it.
3. Check cylinder passages for sticking and wear.
4. Measure the diameter of each cylinder at the top (just under the crest), in the center and at the base of the cylinder bore, parallel to the axis of the crankshaft (photo). Next, measure the diameter of each cylinder at the same three locations across the crankshaft axis. Compare results with Specifications. If the walls of the cylinder are sticking or gouged, or if the ovality or taper is out of range given in Specifications, the engine block must be bored in an auto mechanic shop. If the cylinder bore during engine repair is completed, then oversized pistons and rings will be required.

A telescopic gauge is used to measure the cylinder bore diameter | 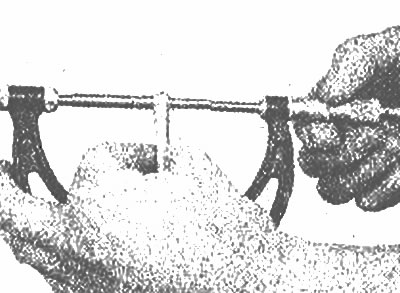
After installing the telescopic template according to the diameter of the cylinder, it is taken out and measured with a micrometer to determine the size of the hole and cone |
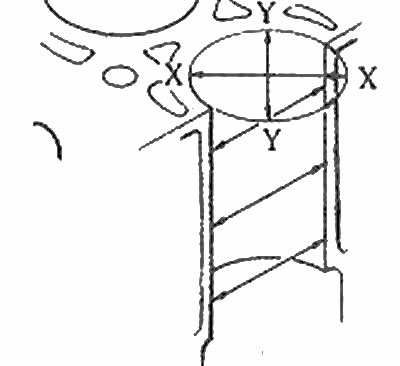
Measure the diameter of each cylinder just below the wear pad (X and Y), center and base
5. If the cylinders are in good condition and not worn, there is no need to bore the cylinder. Sharpen only what is needed.
6. Before sharpening the cylinders, install the main bearing caps (without bearings) and tighten the bolts with the torque specified specification.
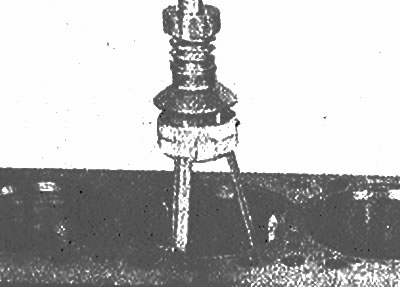
7. Reaming requires the correct size tool (with small stones), a lot of thin or grinding oil, rags and an electric drill. Install the tool in the drill, clamp it and insert it into the first cylinder (photo). Thoroughly lubricate the cylinder, turn on the drill and move it up and down in the cylinder so that there is a hatch on the walls of the cylinder, with lines intersecting at an angle of approximately 60°. Make sure to use plenty of lubricant. Do not remove the bore from the cylinder when the drill is on. Then, turn off the drill and keep moving the bore up and down in the cylinder until it stops completely, then squeeze the stones and pull it out. Wipe the oil out of the cylinder and repeat the procedure on the remaining cylinders. If you don't have the tools or don't want to bore, take it to a bodyshop who will do it for a reasonable fee. An acceptable result can also be obtained using a hard wheel on the flap in an electric drill or using sandpaper by hand.
Cylinders should always be bored before installing new rings to give the bore surface the proper smoothness of the ring bearing surfaces | 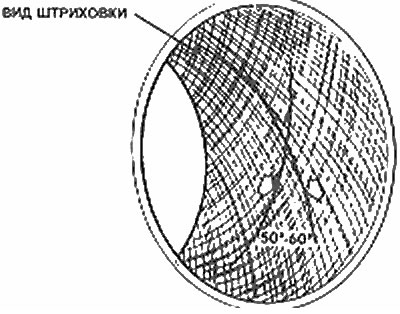
Cylinder bore should leave dashed lines intersecting at approximately 60° |
8. After this work is done, grind off the protrusion formed in the upper part of the cylinder channels with a small file so that the rings do not hit it.
9. The engine block should then be thoroughly washed again with warm soapy water to remove all traces of hard sand left by the boring. Make sure all lubrication holes and passages are clean and thoroughly flushed with water. After that, rinse it, dry the block and apply anti-corrosion oil to all surfaces. Wrap the block in a plastic bag to keep it clean and install it on the bed.